
国際特許分類[B23K103/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451)
国際特許分類[B23K103/18]の下位に属する分類
鉄合金とアルミニウムまたはその合金 (218)
鉄合金と銅またはその合金 (17)
鉄合金とチタニウムまたはその合金 (11)
国際特許分類[B23K103/18]に分類される特許
131 - 140 / 205
異種材料溶接のための構成および方法
異種材料の中間位置にアダプタを使用する、異種材料を溶接するための装置および方法が考察される。最も好ましいアダプタは、一体に溶接される異種材料と同一または類似の2つの異種材料から摩擦攪拌溶接により製造される。したがって、現場におけるアダプタを介する異種材料の結合は、現在採用できる従来の溶接方法に比べて大幅に簡略化される。 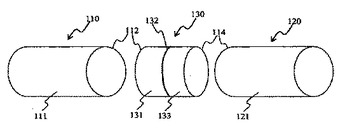 (もっと読む)
(もっと読む)
熱膨張係数が異なる部材の接合方法

【課題】銀の融点より低温で接合でき、熱サイクルに対して優れた耐久性を備える接合層を得られる熱膨張係数が異なる部材の接合方法を提供する。
【解決手段】平均粒子径50nm以下の銀粒子3と、銀箔4または銀よりも縦弾性係数の小さい金属箔4とを、少なくとも一方は銀よりも熱膨張係数が小さい2種の部材1,2間に配置して加熱し、両部材1,2を接合する。平均粒子径50nm以下の銀粒子と、平均粒子径20μm以上の銀粒子または銀よりも縦弾性係数の小さい金属粒子とからなる混合粉末であり、且つ該銀粒子または金属粒子を該混合粉末全体の10〜40%の範囲の体積分率で含むろう材3を、両部材1,2間に配置して加熱し、両部材1,2を接合する。金属箔4、前記金属粒子は、表面に銀被覆層を備える。一方の部材1がSiまたはSiCからなり、他方の部材2がAlまたはCuからなる。
(もっと読む)
ろう付方法

【課題】一括ろう付の際に生じやすいボイド等の欠陥を補修する。
【解決手段】ステータベーン20のエアフォイル22は、外径シュラウド24にろう付によって固定されている。初めに、エアフォイル22をシュラウド24の穴を通して挿入し、全周に亘って一括ろう付32する。エックス線機器等により接合部分を検査して欠陥50の位置を記録し、この欠陥50に対して、レーザヘッド60からのビーム62の照射および付加的な材料64によりレーザろう付を行なう。それぞれのろう材は、実質的に同一の合金からなる。
(もっと読む)
異種金属の接合方法、接合構造及び接合装置
【課題】異種金属を接合して成る部材において、異種金属接触による腐食(電食)を防止することができ、耐食性及び接合強度に優れた異材継手を安価に得ることができる異種金属の接合方法と、このような方法による接合構造、さらにはこのような接合に用いる異種金属の接合装置を提供する。
【解決手段】異種金属から成る両材料1,2をシール材3を介して重ね合わせた後、接合部に介在するシール材3を、例えば加熱によって変形抵抗を低減させた上で、接合界面から排出し、両材料1,2を直接接触させた状態で、例えば抵抗溶接やレーザビームの照射によって接合する。
(もっと読む)
熱膨張係数が異なる部材の接合方法
【課題】互いに熱膨張係数が異なり、少なくとも一方は銀よりも熱膨張係数が小さい2種の被接合部材を、銀の融点よりも低い温度で接合でき、熱サイクルに対して優れた耐久性を備える接合層が得られる熱膨張係数が異なる部材の接合方法を提供する。
【解決手段】平均粒子径50nm以下の銀粒子と、平均粒子径20μm以上の銀よりも熱膨張係数の小さい粒子とからなる混合粉末であり、且つ該銀よりも熱膨張係数の小さい粒子を該混合粉末全体の10〜40%の範囲の体積分率で含むろう材3を、互いに熱膨張係数が異なると共に、少なくとも一方は銀よりも熱膨張係数が小さい2種の部材1,2間に配置して加熱することにより両部材1,2を接合する。一方の部材1がSiまたはSiCからなり、他方の部材2がAlまたはCuからなる。
(もっと読む)
金属部材接合方法
【課題】溶融点の異なる二の金属部材を互いに重ね合わせて接合する場合において、安定した接合部品質を得ることができ、大型で複雑な形状の金属部材同士の接合も可能な接合方法を提案する。
【解決手段】複数の金属部材(アルミニウム部材1、銅部材2)を、溶融点の高い順に互いに重ね合わせて配置し、円周方向に回転する円板状の接合ツール3のツール本体3aの周面を、重ね合わせ部において前記金属部材のうち最も溶融点の高い金属部材(銅部材2)の表面2aに押し込みつつ該金属部材(銅部材2)の表面2aに沿って移動させることにより、前記複数の金属部材(アルミニウム部材1、銅部材2)を互いに接合することを特徴とする金属部材接合方法。
(もっと読む)
チタン合金とアルミニウム材料の接合方法
【課題】高強度を有するチタン合金と純アルミニウムあるいはアルミニウム合金の固相接合体の製造方法を提供する。
【解決手段】α+β型チタン合金を用い、かつ接合前の組織として微細かつ等軸のα+β2相組織を生成させ、酸洗により表層に微細な凹凸を効果的に創出するために、チタン合金には耐食性に優れたβ安定型元素としてモリブデン、ニオブ及びタンタルのうち1種類以上含有し、総計で2〜10%含み、α相体積率が30〜70%とした合金を用い、接合温度として300℃以上でアルミニウム材料の液相点以下の温度に加熱後、付加荷重を実施接合温度においてアルミニウム材料のひずみ速度が10-3s-1でのアルミニウム材料の降伏応力の40〜80%に相当する荷重を付加することにより極僅少のクリープ変形が生じ、アルミニウム材料をチタン合金表面の凹凸中へ変形注入し、接合体を無付加状態で熱処理を施すこと。
(もっと読む)
異種材料の接合方法、接合装置及び接合構造
【課題】高融点材料と低融点材料を重ね合わせた被接合材料の接合界面に緻密な酸化皮膜が介在していたとしても、大きな入熱を投与することなく、高強度の接合が可能な異種材料の重ね接合方法と、このような異材接合に好適に使用することができる接合装置、さらにはこのような方法による接合構造を提供する。
【解決手段】互いに融点の異なる高融点材料1と低融点材料2を重ね合わせて接合するに際して、接合界面に存在する酸化皮膜を部分的に破壊しながら、高融点材料1の表面に高エネルギービームを照射して両材料1,2を加熱し、加熱された両材料1,2を相対的に加圧して両材料を連続的又は断続的に接合する。
(もっと読む)
高導電性被溶接物及びその抵抗溶接方法
【課題】低融点金属膜を形成することなく銅部材のような高導電性被溶接物同士でも溶接が可能な上下2段構造のプロジェクションを有する被溶接物及び抵抗溶接方法を提供すること。
【解決手段】溶接電流を通電することにより他の金属部材と抵抗溶接される高導電性被溶接物W1において、前記高導電性被溶接物W1は、その高導電性被溶接物W1の接合面から突出する第1のプロジェクションP1と該第1のプロジェクションP1の接合面側の一部分から突出する第2のプロジェクションP2とからなる上下2段構造のプロジェクションを有し、前記第2のプロジェクションP2の接合面の面積は、所望の接合強度を得るのには小さいが、溶接時に印加される加圧力に対して圧潰し難い大きさであること。
(もっと読む)
セラミック接合方法及びその接合部材
【課題】異種材料であるセラミック材料と金属材料を、接着剤あるいは接合剤を用いることなく、かつ常温・大気雰囲気中で強固に接合する。
【解決手段】セラミック部材上に、アルミニウム、銅等を代表とする軟質金属材料を重ね、金属材料上部から回転ロッドを加圧挿入する。回転ロッドと金属部材との摩擦発熱により、接合部材全体ではなく、接合界面近傍の金属部材のみを局所的に軟化、塑性流動させた金属材料を直接セラミック材料に押しつけることにより接合する。
(もっと読む)
131 - 140 / 205
[ Back to top ]