
国際特許分類[B23K103/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金とアルミニウムまたはその合金 (218)
国際特許分類[B23K103/20]に分類される特許
1 - 10 / 218
MIG溶接継手構造
【課題】アルミニウム材と鋼材との重ね隅肉部をMIG溶接して得られる継手構造において、その継手部位の健全性を高めて、継手強度を効果的に向上せしめ、また曲げ加工等の加工に際して、継手部位に割れ等の欠陥が惹起されることのない、MIG溶接継手構造を提供すること。
【解決手段】所定のアルミニウム材を、鋼材の上に重ね合わせて、その重ね隅肉部を、所定の溶加材を用いて、MIG溶接して得られる継手構造において、その溶接部位におけるビードと鋼材との接合界面に形成される金属間化合物層の最大厚さを、0.5〜10μmの範囲内とすると共に、ビード止端部位における金属間化合物層の厚さを、0.5〜3.0μmとする。
(もっと読む)
金属部材の接合方法

【課題】接合強度を向上させることができる金属部材の接合方法を提供する。
【解決手段】レーザービームを熱源として用いて、Fe系金属部材1と、Al系金属部材2と、をZn、Si、および、不可避不純物からなるろう材3により接合する金属部材の接合方法であって、Fe系金属部材1と、Al系金属部材2と、の接合部13を、Fe系金属部材1の融点以上に熱するエネルギーを注入する先行レーザービーム100を接合部13に照射した後に、先行レーザービーム100よりも小さなエネルギーをろう材3を供給した接合部13に注入するブレーズビーム102を接合部13に照射する。
(もっと読む)
異種金属接合方法
【課題】接合界面に金属間化合物層を有しながら、高い継手強度を備えた異種金属接合部材を効率的に製作することができる異種金属接合方法を提供すること。
【解決手段】接合部における拡散層の一部に少なくとも1種の金属間化合物を含む化合物層を形成して異種金属材料の接合するに際して、急熱過程とこれに続く急冷過程を有する接合を実施した後、低融点側金属材料の主成分金属が接合部の急冷組織の原子空孔が集合してできた転位ループやボイドを消失させる温度以上、かつ生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度範囲で熱処理を行う。
(もっと読む)
異種金属接合方法
【課題】アルミニウム合金材と鋼材との異種金属接合を、鋼材同士の接合等に最も広く採用されているTIG溶接により行うことができ、しかも、良好なビード外観と必要な継手強度を得ることができる異種金属接合方法を提供する。
【解決手段】タングステン電極5をアルミニウム合金材1側に5°超35°未満傾けた状態で、タングステン電極5の先端部を、アルミニウム合金材1の端縁から0mm以上3.5mm未満アルミニウム合金材1側の範囲の位置で、且つ、アルミニウム合金材1の表面位置から、2.0mm以上4.5mm未満垂直に離れた位置に配置して、アルミニウム合金材1と鋼材2をすみ肉溶接する。
(もっと読む)
異種金属接合方法
【課題】アルミニウム合金材と鋼材の接合を、鋼材同士の接合等に最も広く採用されているTIG溶接により行え、しかも、良好なビード外観と必要な継手強度を得ることができる異種金属接合方法を提供する。
【解決手段】タングステン電極5を、鋼材2側に35°以上60°未満傾けると共に、タングステン電極5の先端部を、アルミニウム合金材1の表面から2.0mm以上4.5mm未満垂直に離れた位置に配置し、タングステン電極5の中心軸の延長線がアルミニウム合金材1の表面と交わる位置を、アルミニウム合金材1の端縁から1.0mm以上3.0mm未満アルミニウム合金材1側の範囲とし、アーク7を照射してアルミニウム合金材1と鋼材2をすみ肉溶接する。
(もっと読む)
車両用部品の構造
【課題】軽量化を図ると共に、あらゆる方向からの捩り力、引張り力、曲げ力あるいは圧縮力に対しても、接合強度が高く、高剛性で、製造的にもコスト的にも有利な、車両用部品の構造を提供する。
【解決手段】アルミダイキャスト製のトレーリングアーム1と鋼板製のトーションビーム2相互間に鋼板製の中間部材11を設け、中間部材11の一端部をトーションビーム2と溶接接合し、他端部11aをトレーリングアーム1のダイキャスト成形時に一体的に鋳包むように構成した車両用部品であり、中間部材11は、一端部が筒状をしたトーションビーム2の端部と内接若しくは外接するように成形され、鋳包み部12が、中間部材11の軸線と並行に伸延する直状管部11dと、直状管部11dの少なくとも端部11bに形成された段付き部11eと、を有するように形成したことを特徴とする。
(もっと読む)
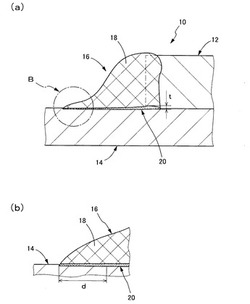
異種金属の接合方法
【課題】鋼に代表される鉄系合金板材とアルミニウム合金板材の重ね接合において、アルミニウム合金側からの高エネルギービーム照射によって高強度の接合が可能な異種金属の接合方法を提供する。
【解決手段】鉄系合金から成る第1の板材1とアルミニウム系合金から成る第2の板材2とを金属間化合物層4を介して重ね接合するに際して、第2の板材2の端からデフォーカスさせた高エネルギービームBの照射中心までの距離をWとし、高エネルギービームBのデフォーカス径をDとするとき、照射位置Wをデフォーカス径の2分の1以上(W≧D/2)とすると共に、接合界面温度が第2の板材(アルミニウム系合金)2の融点を超えないようにする。
(もっと読む)
異種金属材料の接合方法及び異種金属材料接合体
【課題】異種金属材料を高い接合強度で接合できると共に、摩擦撹拌接合用の回転ツールの損傷を回避できること。
【解決手段】融点が異なる異種金属材料における高融点材料である鋼材11と、低融点材料であるアルミニウム材12を接合予定位置に位置づけ、鋼材11に回転ツール13を回転させながら押し当てて挿入し、鋼材11とアルミニウム材12を摩擦撹拌接合させる異種金属材料の接合方法であって、回転ツール13と鋼材11との間に、この鋼材11と同一材質からなる介在片18を配置して、鋼材11とアルミニウム材12を摩擦撹拌接合させるものである。
(もっと読む)
異材接合方法
【課題】アルミニウム合金材と鋼材との異材接合にTIG溶接を適用するに際して、「湯別れ」を防止して、高い接合強度を有する異材溶接継手(異材接合部)が得られる異材接合方法を提供することにある。
【解決手段】アルミニウム合金材11と鋼材12とをTIG溶接にて異材接合するに際し、先端部が電極中心軸6に対して斜め切りされた先端面2を有するタングステン電極1を用い、このタングステン電極の前記先端面2の側をアルミニウム合金材11側に向かわせるとともに、その先端2aが鋼材側に尖るように、アルミニウム合金材11の上方側から溶接線に向かわせ、このタングステン電極先端2aからのアーク3が鋼材12側に指向するようにする。
(もっと読む)
アルミニウム板またはアルミニウム合金板と鋼板との溶接継手及びアルミニウム板またはアルミニウム合金板と鋼板との溶接方法
【課題】スポット溶接の適用条件などの制約が少なく、汎用性に優れると共に、接合の信頼性を阻害することがなく、高い継手強度を有する溶接継手を提供する。
【解決手段】Al板1と鋼板2とが電気抵抗溶接によって溶接された溶接継手であって、Al板1と鋼板2との間に、Vを0.1〜5質量%の割合で含有し、更にFeとAlを含む反応層5が形成されてなる溶接継手を採用する。
(もっと読む)
1 - 10 / 218
[ Back to top ]