
国際特許分類[B23K103/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金とアルミニウムまたはその合金 (218)
国際特許分類[B23K103/20]に分類される特許
101 - 110 / 218
部材接合構造
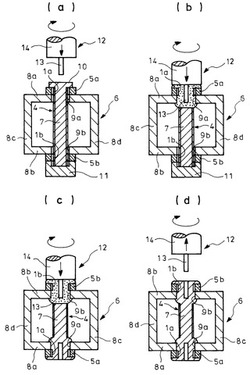
【課題】形材の補強に適した部材接合構造を提供する。
【解決手段】第1の個所8a及び第2の個所8bに孔9a,9bが正対するように穿設してある主部材6と、第1の個所8aの孔9aに連なるねじ孔1aが穿設してあり且つ第2の個所8bとは真反対に位置するように主部材6の第1の個所8aに当接する第1の締結部材5aと、第2の個所8bの孔9bに連なるねじ孔1bが穿設してあり且つ第1の個所8aとは真反対に位置するように主部材6の第2の個所8bに当接する第2の締結部材5bと、軸部7が第1、第2の締結部材5a,5bのねじ孔1a,1bに螺合されたボルト4とを備え、摩擦熱と塑性流動によりボルト4に由来する材料を、孔9a,9bやねじ孔1a,1bに詰め込み且つ第1、第2の締結部材5a,5bのねじ孔1a,1bの周囲を覆うように形作り、主部材6にボルト4を接合する。
(もっと読む)
摩擦点接合部の評価方法およびその装置

【課題】摩擦点接合部の接合品質を非破壊にて容易かつ高精度に評価することができる方法および装置を提供する。
【解決手段】第1金属部材11と、第1金属部材11より融点が高い第2金属部材12とを重ね合わせ、回転工具16の回転および押圧により第1金属部材11を摩擦熱で軟化させ塑性流動させて第1金属部材11と第2金属部材12とを固相状態で接合させる摩擦点接合の接合部を評価する方法及び装置であって、接合部Pの凹部周縁部に発生するバリRについて、接合品質を満足するバリ形状の範囲を予め許容バリ範囲として設定し、評価対象のバリ形状を計測し、計測されたバリ形状が上記許容バリ範囲内にあるか否かをもって接合部Pの接合良否を評価する。
(もっと読む)
鉄部材とアルミニウム部材の接合方法及び鉄−アルミニウム接合体
【課題】鉄部材とアルミニウム部材とを良好に接合可能な接合方法、及び、これらが良好に接合した接合体を提供する。
【解決手段】鉄部材とアルミニウム部材とを接合する際、少なくともアルミニウムクラッド板20との接合側にめっき層12を有する鋼板10(鉄部材)と、アルミニウムを主成分とするアルミニウム芯材21と、鋼板10との接合側に、アルミニウム芯材21よりも低融点のアルミニウム合金層22とを有したアルミニウムクラッド板20(アルミニウムクラッド材)からなるアルミニウム部材とを重ね合わせて接合する。
(もっと読む)
鋼材とアルミニウム材との異材接合体とその接合方法
【課題】鋼材とアルミニウム材とをスポット溶接にて接合する際の接合強度を高めるとともに接触腐食を抑制できる異材接合体及びそのスポット溶接方法を提供することを目的とする。
【解決手段】特定板厚の鋼材1とアルミニウム材2とをスポット溶接にて接合した異材接合体3であって、これら接合される鋼材1 とアルミニウム材2 との互いの接合面間に、特定のZnまたはAlの金属皮膜と有機樹脂接着剤の皮膜との抑制層4 が予め設けられた状態でスポット溶接されており、スポット溶接後の溶接部における最適な厚さの界面反応層の厚さが特定の範囲に制御されて高い接合強度を得るとともに、スポット接合部以外の界面領域に存在する抑制層4 によって高い耐食性を得る。
(もっと読む)
平坦なアルミニウム構成要素への回転対称の鋼製締付要素の接続
【課題】この発明は、平坦なアルミニウム構成要素への回転対称の鋼製締付要素の接続に関する。
【解決手段】この発明の目的は、締付要素が、電気めっきされたアルミニウムコーティングを備え、構成要素に面する端部において、円錐角が少なくともα=174°である円錐を形成し、回転および構成要素に対する押圧を通じて、上記円錐が摩擦溶接ゾーンによってそこに表面的に接続されるという点において達成される。したがって、この問題に対する解決策は基本的には電気めっきされたアルミニウムコーティングを鋼製締付要素に与えることにある。
(もっと読む)
超音波接合方法
【課題】凝着した接合母材を接合部の接合品質に影響を与えることなく除去することを可能とする超音波接合方法を提供する。
【解決手段】重ね合わせた金属板を接合母材として超音波接合装置のチップとアンビルとの間に配置し、チップを下降させて接合母材を圧接して超音波接合した後、チップを上昇させて接合母材を取り外す超音波接合方法であって、超音波接合完了後、チップの上昇時に超音波を付与することを特徴とする。
(もっと読む)
摩擦点接合装置
【課題】摩擦点接合装置において、簡単な構成で、接合時の応力による変形を抑制しながら凹部底壁を高品質に接合する。
【解決手段】第2金属部材W2を受けて位置決めする受け治具71と、第1金属部材W1の凹部の底壁67aの隣接する接合位置Pの間を上方から押圧する押圧位置Aと接合位置Pから退避する退避位置Bとに移動する押圧治具72と、押圧治具72を押圧位置Aと退避位置Bとに移動させる移動機構73と、押圧治具72で隣接する接合位置Pの間を押圧した状態で、回転工具16を回転させながら第1金属部材W1に上方から押圧する駆動手段とを設ける。共に凹部を有する第1金属部材W1と第2金属部材W2とを該凹部が重なり合うように重ね、回転工具16の回転及び押圧により、第1金属部材W1の凹部の底壁67aの一部を摩擦熱で軟化させ塑性流動させて第1及び第2金属部材W1,W2を複数箇所でスポット接合する。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。ステンレス板10,20を除けば、アルミニウム合金製であるので、軽量,安価に製作できる。またステンレス板同士,中空形材同士は、突き合わせ、または、重ねて摩擦攪拌接合する。ステンレス板と中空形材との間に断熱材を配置できる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。ステンレス板10,20を除けば、アルミニウム合金製であるので、軽量,安価に製作できる。またステンレス板同士,中空形材同士は、突き合わせ、または、重ねて摩擦攪拌接合する。ステンレス板と中空形材との間に断熱材を配置できる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20がるので、車体表面の傷付を抑制できる。ステンレス板10,20を除けば、アルミニウム合金製であるので、軽量,安価に製作できる。またステンレス板同士、中空形材同士は、突き合わせ、または、重ねて摩擦攪拌接合する。ステンレス板と中空形材との間に断熱材を配置できる。
(もっと読む)
101 - 110 / 218
[ Back to top ]