
国際特許分類[B23K103/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金とアルミニウムまたはその合金 (218)
国際特許分類[B23K103/20]に分類される特許
61 - 70 / 218
異種板材のスポット溶接方法
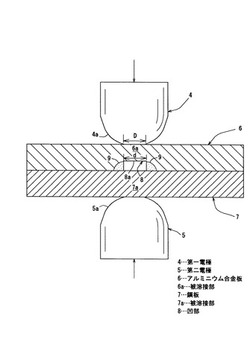
【課題】本発明は、異種板材のスポット溶接方法において、特殊な電極を用いることなく、アルミニウム合金板の被溶接部の溶融温度の急激な上昇を防いで、チリの発生を防ぐことができる異種板材のスポット溶接方法を提供することを目的とする。
【解決手段】凹部8の外周側のアルミニウム合金板6と鋼板7が当接した部分9で、局所的に発熱が生じ、この部分から徐々に溶融が生じる。そして、その後段階的に、凹部8の中央部分8aにおいて、アルミニウム合金板6と鋼板7が当接して、両者6,7の間で発熱が生じて溶融が生じる。
(もっと読む)
部材接合構造

【課題】部材相互の接合と主部材の補強を同時に達成できるようにする。
【解決手段】山形材よりなる第1の被接合部材11の孔16、四角筒状の主部材10の孔14,15、山形材よりなる第2の被接合部材12の孔17のそれぞれに単一の補助部材13を差し込む。
補助部材13の一端部分に由来する材料を、摩擦熱と塑性流動により主部材10、及び第1の被接合部材11を厚み方向に挟むように形作り、また、補助部材13の他端部分に由来する材料を、摩擦熱と塑性流動により主部材10、及び第2の被接合部材12を厚み方向に挟むように形作る。
(もっと読む)
車体の製造方法および製造ライン
【課題】軽量でしかも十分な接合強度を有する車体をより低コストで製造する。
【解決手段】製造ライン30のサブライン31で、アルミニウム合金製のルーフパネル10と、鋼製のヘッダー部材5,6等とを重ね合わせ、このうちアルミニウム合金製のルーフパネル10の側から押圧される回転ツール45の摩擦熱で上記ルーフパネル10を局所的に軟化および塑性流動させることにより、上記ルーフパネル10とヘッダー部材5,6等との重ね合わせ部の複数個所を固相接合してルーフアッシー26を形成する。次いで、製造ライン30のメインライン32で、上記ルーフアッシー26に含まれるアルミニウム合金製のルーフパネル10と、車体の他の部品群の中のルーフサイドレール8やピラーレイン15等の部品を含んだ2枚の鋼板とを重ね合わせ、その複数個所を電気抵抗スポット溶接により接合する。
(もっと読む)
異種金属板材の接合方法
【課題】接着剤を介在させた異種金属板材をスポット溶接する方法において、スポット溶接時の接着剤の逃げを抑制しながら散りよる溶接部のシール不良を防止する。
【解決手段】位置決め治具にセットされたルーフパネル7の車体前端部には溶接位置に対応して車幅方向に沿って所定間隔おきに円錐形状の凸部8が複数形成されている。溶接前の状態としては、凸部8の下端部8aが接着剤21上に当接し、凸部8で形成される空間に一部接着剤23が収容される形となっている。前記位置関係に位置決めした後、溶接ガン15を移動させて、電極20,21を前記凸部8の位置で接近動作させ、凸部8とフロントヘッダー4のフランジ部4aとを接着剤23を介在させた状態で加圧し、その後加圧した状態で通電を行う。電極20,21の加圧力によって凸部8は押し潰された状態になり、ルーフパネル7とフロントヘッダー4とは溶接完了となる。
(もっと読む)
車体の接合方法
【課題】接着剤を介在させた金属板材をスポット溶接する方法において、スポット溶接時の散りが車体外側に飛ぶことを防止することにより溶接部のシール不良を防止する。
【解決手段】位置決め治具にセットされたルーフパネル5がルーフサイドレール1に対して位置決めされる。ルーフパネル5の車体外側には外縁部に立上部5bが形成されると共に、接着剤6に相当する部位には段部5aが形成されている。溶接前の状態としては、ルーフパネル5の立上部5bの底部がキャブサイドアウタ2の車体内側のフランジ部2a上に当接しており、立上部5bより車体内側の段部5aとフランジ部2aとの空間に接着剤6が収容される形となっている。電極17,18を前記段部5aの位置で接近動作させ、ルーフパネル5の段部5aとキャブサイドアウタ2のフランジ部2aとを接着剤6を介在させた状態で加圧し、その後加圧した状態で通電を行う。
(もっと読む)
ステンレス鋼とアルミニウム合金のろう付け接合構造およびろう付け方法
【課題】ステンレス鋼とアルミニウム合金のろう付けにおいて、接合強度が高い接合構造を安定して形成する手法を提供する。
【解決手段】ステンレス鋼とアルミニウム合金のろう付け接合構造であって、ステンレス鋼側から順に、ステンレス鋼素地、Al−Si−Fe系反応層、ろう材溶融凝固層、アルミニウム合金素地により構成され、Al−Si−Fe系反応層の平均厚さが10μm以下であるろう付け接合構造。前記Al−Si−Fe系反応層は、例えばCu:2〜4原子%を含有するものが好適な対象となる。前記ろう材溶融凝固層は、初晶Al相、CuAl2系合金相およびスパイク状のSi濃化相を有する金属組織であるものが好ましい。特に、ろう材溶融凝固層には、さらにロッド状のAl−Si−Fe系合金相が存在していることがより好ましい。
(もっと読む)
自動車用構造体
【課題】車体構造体を主にアルミニウム合金製の部材で構成した場合であっても、現状の自動車車体の組立ラインを利用して車体の組立を行うことが可能な自動車用構造体の提供。
【解決手段】自動車構造体は、少なくとも1つの面が開口する箱型であり、開口側端縁にフランジ2bを有するアルミニウム合金製の構造部材2と、構造部材2の開口2aの全体もしくは一部を覆うカバー3とを有している。カバー3は亜鉛鋼板製であると共に、構造部材2の開口2aの全体もしくは一部を覆った際にフランジ2bの外方に延出する延出部3aを有している。摩擦撹拌用プローブ4bを該構造部材2のフランジ2b側から押し込んで移動させることにより該構造部材2と該カバー3とを摩擦撹拌接合する。
(もっと読む)
摩擦点接合方法
【課題】鋼製部材と軽金属製部材の固相状態での点接合強度を高めると共に、接合部の接触腐食に対する耐食性を確実に確保することができる摩擦点接合方法を提供する。
【解決手段】Zn−Fe合金メッキ鋼板19とアルミニウム合金板17との間に接着剤層20を介在させて重ね合わせ、接着剤層20が加熱され、接着剤層20の粘度が低下した温度域に達した後、回転ツール7を回転させながらアルミニウム合金板17の接合部をZn−Fe合金メッキ鋼板19側に押圧し、この回転ツール7の押圧により粘度が低下した状態の接着剤層21が接合部の外周側へ押出される。
(もっと読む)
異種金属接合体及びその製造方法
【課題】金属間化合物を有しつつ、せん断強度及び剥離強度の高い接合部とする。
【解決手段】異種金属接合体は、アルミニウム系金属材20と、少なくとも表面の一部を亜鉛で被覆する鉄系金属材10と、を接合した異種金属接合体であって、鉄系金属材10とアルミニウム系金属材20との界面には、亜鉛がアルミニウムに固溶してなる合金層40が介在されており、さらに合金層40には、亜鉛が析出されている。合金層40には、鉄、アルミニウムおよび亜鉛からなる群より選択される2種以上の原子からなる金属間化合物23が分散されている。このようなレーザ照射とローラ圧接の組合せにより、接合対象とする金属材への急熱急冷効果を得ることができ、この急熱急冷効果でもって高い継手強度を有する異種金属接合体とできる。
(もっと読む)
摩擦点接合方法
【課題】アルミニウム製部材と亜鉛−鉄合金メッキ鋼製部材を点接合する摩擦点接合方法に関し、接合時のアルミニウム製部材のAlとZn−Fe合金メッキ層のZnの拡散を促進させ、接合強度の向上を図ると共に、接合時間を短縮する。
【解決手段】鋼製部材13のZn−Fe合金メッキ層14の表面がレーザー加熱により平滑化された後、Zn−Fe合金メッキ層14にアルミニウム製部材17を重ね合わせ、回転ツール7を回転させながらアルミニウム製部材17の接合部に押圧することにより、Zn−Fe合金メッキ層14のZnがアルミニウム製部材17内に拡散してZn拡散層18が形成されると共に、アルミニウム製部材17のAlがZn−Fe合金メッキ層14内に拡散してAl−Fe中間層19が形成され、この中間層19を介してアルミニウム製部材17と鋼製部材13の接合部が点接合される
(もっと読む)
61 - 70 / 218
[ Back to top ]