
国際特許分類[B23K103/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金とアルミニウムまたはその合金 (218)
国際特許分類[B23K103/20]に分類される特許
21 - 30 / 218
異材接合方法
【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
異種金属の接合体および異種金属接合体の製造方法

【課題】軽合金製板材と鋼製板材との接合部に水分が進入することに起因した電食の発生を容易かつ効果的に防止できるようにする。
【解決手段】軽合金製板材と鋼製板材とが接合されることにより形成される異種金属の接合体であって、上記軽合金製板材および鋼製板材がそれぞれ0.5mm以上2.0mm以下の板厚を有し、該両板材の端部近傍には、その端面に沿って15mm以上100mm以下の間隔を置いてスポット溶接された複数個所の溶接点11と、該溶接点11の周縁部において上記両板材が互いに離間した離間部13とが形成され、該離間部13の相対向する壁面に電着塗膜14が形成されるとともに、該電着塗膜14が形成された上記両板材の少なくとも一方の端部と該端部に対向する他方の板材との間に跨るようにシーラが塗布されたシール部16が形成された異種金属の接合体および異種金属接合体の製造方法。
(もっと読む)
異種材料の接合装置
【課題】接合界面に緻密な酸化皮膜が介在していたとしても、さほど大きな入熱を投与することなく、比較的容易に接合部から除去することができ、接合強度の向上が可能な異種材料の接合装置を提供する。
【解決手段】被接合材料1,2に対して相対移動可能に配設され、相対移動しながら上記被接合材料の接合部に高エネルギービームBを照射する照射ヘッド11と、該照射ヘッドによる高エネルギービーム照射点の進行方向後方に配設され、高エネルギービーム照射後の接合部を加圧する加圧ローラを備えた接合装置において、複数個の加圧ローラ13a、13bを進行方向に沿って配設する。
(もっと読む)
異材接合方法
【課題】鋼材側の性質(特性)への影響が少なく、鋼材の製造コストをあまり上昇させずに、スポット溶接による高い接合強度を有する接合部を得ることのできる、異材接合方法を提供することにある。
【解決手段】特定組成の鋼材と6000系アルミニウム合金材とをスポット溶接にて異材接合する方法であって、スポット溶接前に、鋼材側の接合面に水ガラスを予め塗布して強制的に乾燥させた上で、特定の電極間加圧力、電極間電流、通電時間の条件にてスポット溶接する。
(もっと読む)
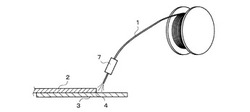
レーザ・アークろう付け方法
【課題】 ろう材にフラックスが含まれていなくても、表面領域の材料が異なる2種の金属板を良好にろう付けできるようにする。
【解決手段】 2種の異なる金属板105、106の表面領域の材料を洗浄又は蒸発させるのに必要な出力を有するレーザ光107、108を、金属板105、106のそれぞれに個別に照射する。そして、レーザ光107、108よりも、ろう付け進行方向Aの後方側の領域において、フラックスレスのろう材109を、ろう付け進行方向Aに移動させながら、レーザ光107、108が照射された後の接合予定箇所の方向に送給し、ろう材109と、接合予定箇所との間の不活性雰囲気中にアークを発生させ、ろう材109を溶融し、金属板105、106をろう付けする。
(もっと読む)
接着接合の装置及び方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
複合補強部材の製造方法および複合補強部材
【課題】アルミニウム合金中空形材の後面側フランジ背面に対して鋼板を溶接する場合でも、前記曲げ強度部材として要求される高い接合強度が得られる複合補強部材の製造方法および複合補強部材を提供することを目的とする。
【解決手段】矩形断面内に中リブを設けた日形断面形状を有するアルミニウム合金中空形材2の後面側フランジ4の背面に積層した鋼板10、11を、後面側フランジ4の両端部側4b、4cと、後面側フランジ4の中リブ7が交差する中央部側4aとの三箇所で、一体に溶接接合する際に、前記中央部側4aの背面領域を予め凸状8に形成しておき、この凸部8を間に挟み、この凸部8が鋼板間に突出するように、2枚の前記鋼板を積層して、この状態でFCWによりアーク溶接する。
(もっと読む)
鋼板とアルミニウム板との接合構造体の製造方法およびこの製造方法により製造された鋼板とアルミニウム板との接合構造体
【課題】鋼材とアルミニウム材との接触面での接触腐食を効果的に抑制できる鋼板とアルミニウム板との接合構造体の製造方法の提供と、これにより製造された耐接触腐食性に優れた鋼板とアルミニウム板との接合構造体を提供する。
【解決手段】鋼板とアルミニウム板とが電気的導通を有する状態で接合された接合構造体の製造方法であって、少なくとも鋼板側の接触面に、ポリオレフィン系樹脂、ポリウレタン系樹脂およびエポキシ系樹脂よりなる群から選択される1種以上の樹脂皮膜を膜厚0.1〜5.0μmで形成する工程を含むことを特徴とする鋼板とアルミニウム板との接合構造体の製造方法である。
(もっと読む)
異材接合継手および異材接合方法
【課題】スポット溶接の接合界面におけるAl−Fe系の脆い金属間化合物層の生成自体を無くして、高い接合強度とできる、鋼板とアルミニウム合金板との異材接合継手および異材接合方法を提供することにある。
【解決手段】鋼板とアルミニウム合金板とを重ね合わせてスポット溶接により接合した異材接合継手であって、前記鋼板とアルミニウム合金板との界面に前記スポット溶接によって形成された界面反応層がAlとCuとの金属間化合物と金属Alとが互いに重なりあった層状の組織からなり、この界面反応層にFeとAlとの金属間化合物を有さずに、高い接合強度を得る。
(もっと読む)
異種金属板の接合方法および異種金属接合体
【課題】接着剤による接着とスポット溶接とを併用して異種金属板同士を強固に接合する。
【解決手段】本発明の接合方法には、アルミニウム合金板1とめっき鋼板2とを接着剤5を介して重ね合わせる積層工程と、積層工程で重ね合わせられた上記両金属板1,2をスポット溶接用の一対の電極7,7の間に挟み込んで加圧するとともに、上記一対の電極7,7間に電流を流すプレヒート工程と、プレヒート工程の後、上記電極7,7間の通電を停止した状態で、上記両金属板1,2を上記プレヒート工程の開始時よりも高い加圧力で加圧し、これを所定の冷却時間に亘り継続する冷却工程と、冷却工程の後、上記プレヒート工程の開始時よりも高い加圧力で上記両金属板1,2を加圧しつつ、上記プレヒート工程での通電電流値よりも高い電流を上記一対の電極7,7間に流すことにより、上記両金属板1,2同士を溶接する溶接工程とを含む。
(もっと読む)
21 - 30 / 218
[ Back to top ]