
国際特許分類[B23K103/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金とアルミニウムまたはその合金 (218)
国際特許分類[B23K103/20]に分類される特許
11 - 20 / 218
アルミニウムとアルミニウム又はアルミニウムと異種金属で形成された部材同士の接合方法及び同接合構造及び端子台の製造方法
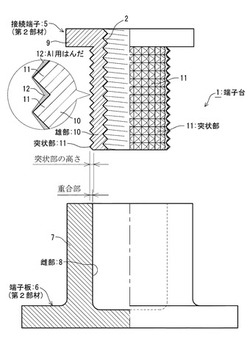
【課題】AlとAl又はAlと異種金属で形成された部材同士を簡単、確実に接合する接合方法及び接合構造を提供する。
【解決手段】Al製の第1部材6と、Al又はAlより硬い異種金属製の第2部材5と、第1部材6と第2部材5の一方に形成された雄部10と、他方に形成された雌部8とを有し、雌部8に雄部10を嵌めてAl用はんだではんだ付けしてなる接合方法であって、雄部10は外面に突状部11が形成されており、一方、雌部8は、前記突状部11と穴の内面とが軸方向に投影した投影図上で重なり合うような大きさに形成されており、雄部10にAl用はんだを付着させた後、雄部10を雌部8に対しAl用はんだの融点以上の温度にして圧入し、その際、雄部10と雌部8の重合部分について部材を構成するAlが物理的に削られ、現れたAlの新生面ともう一方の部材の対向面とがAl用はんだにより接合されるようにした。
(もっと読む)
異種金属材料のスポット摩擦攪拌接合方法

【課題】スポット摩擦攪拌接合方法を用いて、金属材料を変形させることなく、安定した高い接合強度で異種金属材料を接合することができる異種金属材料のスポット摩擦攪拌接合方法を提供することを課題とする。
【解決手段】裏当て材3上に、融点が高い金属材料1から順に下から重ね合わせて、その上方から回転する摩擦ツール5を用いてスポット摩擦攪拌接合するにあたり、裏当て材3と融点の高い金属材料1との間に断熱層4を形成し、その断熱層4を、セラミックス系の材料で形成したセラミックス層4bとしてなる。
(もっと読む)
異種金属接合継手および異種金属の接合方法
【課題】耐食性に優れ、充分な接合強度を確保でき、効率よく接合できる異種金属接合継手および異種金属の接合方法を提供する。
【解決手段】一方の面または両面に亜鉛系めっき層2aが形成されている亜鉛系めっき鋼板2と、一方の面の少なくとも一部が亜鉛系めっき層2aに対向して配置されたアルミニウム合金板3と、亜鉛系めっき鋼板2とアルミニウム合金板3とがスポット溶接されてなる溶接部と、亜鉛系めっき鋼板2とアルミニウム合金板3との間の一部に配置された接着層4とを有し、接着層4が、エポキシ樹脂5と、Mg、Ni、Cr、Co、Alから選ばれる一種または二種以上の元素を合計で1質量%以上40質量%以下含有し、残部がZnおよび不可避不純物からなる一種または二種以上のZn合金粒子6とを含有し、Zn合金粒子6を体積分率で1%以上40%以下含有する異種金属接合継手1とする。
(もっと読む)
異種金属板の重ね電気抵抗ろう付による接合方法およびそれによるろう付継手
【課題】脆弱な金属間化合物層の生成により接合の信頼性を阻害することがなく、高い継手強度を有する接合部を得ることのできる、異種金属板、特に鋼板とアルミニウム合金板との重ね電気抵抗ろう付方法を提供する。
【解決手段】鋼板1とアルミニウム合金板2との間に、Siを含有するアルミニウム合金ろう材にフッ化物系フラックスが分散して混合されてなる箔状のフラックス入りろう材を配置し、スポット溶接用の電極により通電してフラックス入りろう材を溶融させて接合することを特徴とする異種金属板の重ね電気抵抗ろう付による接合方法を採用する。
(もっと読む)
鋼板とアルミニウム合金板との異種金属接合方法および異種金属接合継手
【課題】接合界面に金属間化合物が生成するのを抑制でき、継手強度、疲労強度および耐食性を向上させることが可能な、鋼板とアルミニウム合金板との異種金属接合方法および異種金属接合継手を提供する。
【解決手段】
鋼板1とアルミニウム合金板2とを抵抗スポット溶接する際、通電時間Bt(ms)、休止時間Rt(ms)を、次式{2≦Bt≦10}、{1≦Rt≦5}を満たす条件とし、加圧力EF(kN)でのパルセーション通電を2〜8回の範囲で行い、休止時間Rt(ms)での最後の通電休止が完了した後、直ちに加圧力を次式{1.2×EF≦FF≦2.0×EF}を満たす通電完了後の加圧力FF(kN)まで増加させ、その後、次式{50≦Ht≦300}を満足する保持時間Ht(ms)で加圧保持した後、加圧力を除荷する方法とする。
(もっと読む)
異種金属材の接合端部構造およびその製造方法
【課題】軽合金製板材と鋼板材との接合部に水分が進入することに起因した電食の発生を容易かつ効果的に防止できるようにする。
【解決手段】腐食電位の異なる2種の金属材が接着剤を介して接合されることにより形成される異種金属材の接合端部構造であって、上記両金属材の接合部間に設置された接着剤層13と、上記両金属材の接合端部に沿って設置された上記接着剤の膨出部14,15と、上記両金属材の接着面および接着剤の膨出部表面以外に形成された電着塗膜16とを有し、上記両金属材のうち、少なくとも卑の腐食電位を有する金属材の接合端部近傍に位置する電着塗膜16の表面が上記接着剤の膨出部14,15により覆われたことを特徴とする異種金属材の接合端部構造およびその製造方法。
(もっと読む)
異材接合構造体
【課題】ミグ溶接時に、冷却後の接合界面に生成する脆弱なAl−Fe二元合金層の生成を適性範囲に抑制し、高い接合強度及び剥離強度を有する鋼/アルミニウムの接合構造体を提供する。
【解決手段】異材接合構造体は、溶融亜鉛めっきされた鋼材1にアルミニウム又はアルミニウム合金材2をミグ溶接にて少なくとも前記溶融亜鉛めっきの層を接合界面に配置して重ね隅肉溶接したものである。亜鉛めっき鋼材1とアルミニウム又はアルミニウム合金材2との間に生成する金属間化合物は、平均厚さHが3乃至5μmであり、亜鉛めっき鋼材1とアルミニウム又はアルミニウム合金材2との溶接部3は、ビッカース硬さHvが40乃至60である。
(もっと読む)
異材接合構造体
【課題】異種金属同士を摩擦撹拌接合した場合であっても、接合部位の裏面における電着塗装膜の剥離を防止すること。
【解決手段】前部サブフレーム12の延出部202を、2枚の鉄鋼製の薄板206a、206bを積層して形成し、前記薄板206a、206bには、それぞれ電着塗装膜208a〜208cが形成され、前部サブフレーム12のフランジ部202と後部サブフレーム14のフランジ部40とが重ね合わせられ、重ね合わせ面の垂直方向で、且つ、後部サブフレーム14のフランジ部40側から前部サブフレーム12のフランジ部202側に向かって接合ピン54を回転進入し、溶接ピン54の先端部が積層された薄板206aに当接するまで回転挿入されて摩擦撹拌接合される。
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤは、Siを1.5乃至2.5質量%、Zrを0.05〜0.25質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスと、を有し、前記フラックスの充填率がワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
異材接合方法
【課題】鋼板表面からのチリ発生を抑制するとともに、溶接電流もできるだけ小さくでき、高い接合強度を有する異材接合部が得られる、スポット溶接方法を提供することにある。
【解決手段】冷延鋼板とアルミニウム合金板とをスポット溶接する際に、接合する冷延鋼板の板厚tsやアルミニウム合金板の板厚taを特定の範囲とするとともに、鋼板と電極間でチリを発生させず、かつアルミニウム合金板側を溶融させない条件にて予め前通電を行い、その後スポット本溶接を行い、かつ、これらスポット本溶接と前通電との溶接条件が、各通電条件と各板厚とで決まる関係式を更に満足するようにする。
(もっと読む)
11 - 20 / 218
[ Back to top ]