
自動車用構造体
【課題】車体構造体を主にアルミニウム合金製の部材で構成した場合であっても、現状の自動車車体の組立ラインを利用して車体の組立を行うことが可能な自動車用構造体の提供。
【解決手段】自動車構造体は、少なくとも1つの面が開口する箱型であり、開口側端縁にフランジ2bを有するアルミニウム合金製の構造部材2と、構造部材2の開口2aの全体もしくは一部を覆うカバー3とを有している。カバー3は亜鉛鋼板製であると共に、構造部材2の開口2aの全体もしくは一部を覆った際にフランジ2bの外方に延出する延出部3aを有している。摩擦撹拌用プローブ4bを該構造部材2のフランジ2b側から押し込んで移動させることにより該構造部材2と該カバー3とを摩擦撹拌接合する。
【解決手段】自動車構造体は、少なくとも1つの面が開口する箱型であり、開口側端縁にフランジ2bを有するアルミニウム合金製の構造部材2と、構造部材2の開口2aの全体もしくは一部を覆うカバー3とを有している。カバー3は亜鉛鋼板製であると共に、構造部材2の開口2aの全体もしくは一部を覆った際にフランジ2bの外方に延出する延出部3aを有している。摩擦撹拌用プローブ4bを該構造部材2のフランジ2b側から押し込んで移動させることにより該構造部材2と該カバー3とを摩擦撹拌接合する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、センターピラー等の自動車用構造体に関するものである。
【背景技術】
【0002】
自動車用構造体であるセンターピラーを、アルミニウム合金の鋳物品からなるピラー構造部材と、アルミニウム合金の鋳物品又は金属板のプレス成形品からなるピラーカバーとにより構成し、ピラー構造部材とピラーカバーを摩擦撹拌接合により一体的に結合することにより製作することが知られている。(特許文献1参照)
【0003】
しかし、自動車の車体構造体は鋼材をプレス成形等によって製作するのが一般的であるので、自動車車体の組立ラインは鋼材同士を溶接すること前提とする設備となっている。従って、特許文献1のようにピラー構造部材をアルミニウム合金の鋳物品とした場合、現状の組立ラインを利用して車体の組立を行うことができないという問題を有している。
【0004】
【特許文献1】特開2002−249070号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は上記従来の問題に鑑みてなされ、自動車用構造体を主にアルミニウム合金製の部材で構成した場合であっても、現状の自動車車体の組立ラインを利用して車体の組立を行うことが可能な自動車用構造体を提供することを課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決するため、本発明は、少なくとも1つの面が開口する箱型であり、開口側端縁にフランジ2bを有するアルミニウム合金製の構造部材2と、該構造部材2の開口2aの全体もしくは一部を覆うカバー3とを有し、該構造部材2と該カバー3とを摩擦撹拌接合することにより中空の閉塞断面を形成する自動車用構造体において、該カバー3は亜鉛鋼板製であると共に、該構造部材2の開口2aの全体もしくは一部を覆った際にフランジ2bの外方に延出する延出部3aを有し、摩擦撹拌用プローブ4bを該構造部材2のフランジ2b側から押し込んで移動させることにより該構造部材2と該カバー3とを摩擦撹拌接合したことを特徴とする自動車用構造体を提供している。
【発明の効果】
【0007】
本発明によれば、構造部材の開口を覆う亜鉛鋼板製のカバーが構造部材のフランジの外方に延出する延出部を有しているので、この延出部を鋼材からなる他の自動車用構造体と溶接することが可能であり、既存の自動車車体の組立ラインを利用して車体の組立を行うことが可能である。また、摩擦撹拌用プローブをアルミニウム合金製の構造部材のフランジ側から押し込んで移動させることにより構造部材とカバーとを摩擦撹拌接合しているので、亜鉛鋼板製のカバーとアルミニウム合金製の構造部材の接合状態が良好である。
【発明を実施するための最良の形態】
【0008】
以下、本発明の実施の形態について図面を用いて説明する。
【0009】
図1に示すように、自動車用構造体としてのセンターピラー1は、車体の前後方向と平行な一つの面が開口する縦長の箱型に成形された構造部材2を有している。構造部材2の開口2a側の端縁には、端縁から外方に向かって突出するフランジ2bが全周にわたって一体形成されている。構造部材2はアルミニウム合金をダイカスト法で成形することにより製作されている。また、センターピラー1は、構造部材2の開口2aを覆うカバー3を有している。カバー3は亜鉛鋼板をプレス成形することにより製作されている。構造部材2とカバー3とは結合されることにより、中空の閉塞断面を形成する。
【0010】
構造部材2とカバー3とを結合する方法としては、摩擦撹拌接合を用いる。摩擦撹拌接合とは、摩擦熱を利用して2つの被接合体を突き合せ、または重ね合せて接合する方法であり、回転体と、この回転体の先端に一体に設けられたプローブとを高速回転させ、プローブを被接合体に押し込み、プローブと被接合体を相対的に移動させることにより、突き合せ部、または重ね合わせ部を塑性流動させて接合するものである。
【0011】
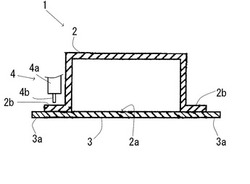
構造部材2とカバー3との摩擦撹拌接合による接合は、図2に示すように、構造部材2の開口2aをカバー3が覆うように重ね合せて行うが、カバー3は構造部材2の開口2aを覆った際に構造部材2のフランジ2bの外方に延出する延出部3aを有している。
【0012】
図2に示すように、摩擦撹拌接合に用いられる摩擦撹拌接合用工具4は、回転体4aと、回転体4aに比して小径なプローブ4bを備える。構造部材2とカバー3を摩擦撹拌接合により結合する際には、摩擦撹拌接合用工具4のプローブ4bを、カバー3の上に重ね合わされる構造部材2のフランジ2bの任意の位置に当接させ、回転体4aを回転付勢する。尚、フランジ2bの厚さを3mmとし、カバー3の厚さを0.8mmとした場合、回転体4aの最適な回転数は1500rpmである。
【0013】
回転体4aの回転付勢に伴い、アルミニウム合金製である構造部材2のフランジ2bは塑性流動を起し、その結果、プローブ4bがフランジ2bに押し込まれて埋没する。プローブ4bがフランジ2bに埋没し、亜鉛鋼板製であるカバー3まで達するとカバー3も塑性流動を起すことになる。この状態で摩擦撹拌接合用工具4の回転体4aをフランジ2bに沿って移動させれば、フランジ2bがカバー3と摩擦撹拌接合されていくことになる。尚、フランジ2bの厚さを3mmとし、カバー3の厚さを0.8mmとした場合、回転体4aの最適な変位速度は100mm/minである。
【0014】
カバー3を亜鉛鋼板製とするのは、摩擦撹拌接合をする際に溶融メッキ層がプローブ4bによる撹拌と熱によりアルミニウム合金と反応し、アルミニウム合金中に亜鉛が取り込まれるからである。アルミニウム合金と鉄との反応による金属間化合物は硬くて脆いが、亜鉛を介すことにより、接合部を比較的強度が向上した層とすることが可能である。また、プローブ4bをフランジ2b側から押し込むのは、アルミニウム合金のほうが亜鉛鋼板よりも塑性流動を起しやすいので、先にアルミニウム合金を塑性流動させておくほうが接合状態が良好となるからである。さらに、プローブ4bをフランジ2b側から押し込むことにより、プローブ4bの寿命を延ばすことも可能となる。
【0015】
アルミニウム合金製の構造体2と亜鉛鋼板製のカバーとを摩擦撹拌接合により接合することにより製作されたセンターピラー1は、構造部材2のフランジ2bの外方に延出する延出部3aを構造部材2の全周に有することになる。従って、亜鉛鋼板製のカバー3の一部である延出部3aを、鋼材からなる他の車体部品に対する溶接箇所とすることができる。具体的には、センターピラー1の上端側の延出部3aを車体のルーフに対する溶接箇所とし、センターピラー1の下端側の延出部3aを車体のセンターボディに対する溶接箇所とすることが可能となる。
【0016】
本発明の自動車用構造体は、上述した実施の形態に限定されず、特許請求の範囲で記載した範囲で種々の変形や改良が可能である。例えば、本実施の形態においては、自動車構造体としてのセンターピラー1に適用した例を説明したが、これに限定されず、サスペンションフレーム等の他の自動車構造体にも適用可能である。
【0017】
また、本実施の形態においては、構造部材2は一つの面のみが開口する箱型であったが、これに限定されない。構造部材は少なくとも一つの開口する面を有していればよい。
【0018】
また、本実施の形態においては、カバー3は構造部材2の開口2aの全体を覆うものであったが、これに限定されない。カバーは開口の一部を覆うものであってもよい。
【0019】
また、本実施の形態においては、延出部3aはフランジ2bの全周から外方に延出したが、これに限定されない。他の車体部品に対する溶接箇所とすることが必要となる箇所等だけにフランジの外方に延出する延出部を設けるようにしてもよい。
【図面の簡単な説明】
【0020】
【図1】本実施の形態のセンターピラーの分解斜視図。
【図2】摩擦撹拌接合による接合を説明するためのセンターピラーの断面図。
【符号の説明】
【0021】
1 センターピラー
2 構造部材
2a 開口
2b フランジ
3 カバー
3a 延出部
4 摩擦撹拌接合用工具
4a 回転体
4b プローブ
【技術分野】
【0001】
本発明は、センターピラー等の自動車用構造体に関するものである。
【背景技術】
【0002】
自動車用構造体であるセンターピラーを、アルミニウム合金の鋳物品からなるピラー構造部材と、アルミニウム合金の鋳物品又は金属板のプレス成形品からなるピラーカバーとにより構成し、ピラー構造部材とピラーカバーを摩擦撹拌接合により一体的に結合することにより製作することが知られている。(特許文献1参照)
【0003】
しかし、自動車の車体構造体は鋼材をプレス成形等によって製作するのが一般的であるので、自動車車体の組立ラインは鋼材同士を溶接すること前提とする設備となっている。従って、特許文献1のようにピラー構造部材をアルミニウム合金の鋳物品とした場合、現状の組立ラインを利用して車体の組立を行うことができないという問題を有している。
【0004】
【特許文献1】特開2002−249070号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は上記従来の問題に鑑みてなされ、自動車用構造体を主にアルミニウム合金製の部材で構成した場合であっても、現状の自動車車体の組立ラインを利用して車体の組立を行うことが可能な自動車用構造体を提供することを課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決するため、本発明は、少なくとも1つの面が開口する箱型であり、開口側端縁にフランジ2bを有するアルミニウム合金製の構造部材2と、該構造部材2の開口2aの全体もしくは一部を覆うカバー3とを有し、該構造部材2と該カバー3とを摩擦撹拌接合することにより中空の閉塞断面を形成する自動車用構造体において、該カバー3は亜鉛鋼板製であると共に、該構造部材2の開口2aの全体もしくは一部を覆った際にフランジ2bの外方に延出する延出部3aを有し、摩擦撹拌用プローブ4bを該構造部材2のフランジ2b側から押し込んで移動させることにより該構造部材2と該カバー3とを摩擦撹拌接合したことを特徴とする自動車用構造体を提供している。
【発明の効果】
【0007】
本発明によれば、構造部材の開口を覆う亜鉛鋼板製のカバーが構造部材のフランジの外方に延出する延出部を有しているので、この延出部を鋼材からなる他の自動車用構造体と溶接することが可能であり、既存の自動車車体の組立ラインを利用して車体の組立を行うことが可能である。また、摩擦撹拌用プローブをアルミニウム合金製の構造部材のフランジ側から押し込んで移動させることにより構造部材とカバーとを摩擦撹拌接合しているので、亜鉛鋼板製のカバーとアルミニウム合金製の構造部材の接合状態が良好である。
【発明を実施するための最良の形態】
【0008】
以下、本発明の実施の形態について図面を用いて説明する。
【0009】
図1に示すように、自動車用構造体としてのセンターピラー1は、車体の前後方向と平行な一つの面が開口する縦長の箱型に成形された構造部材2を有している。構造部材2の開口2a側の端縁には、端縁から外方に向かって突出するフランジ2bが全周にわたって一体形成されている。構造部材2はアルミニウム合金をダイカスト法で成形することにより製作されている。また、センターピラー1は、構造部材2の開口2aを覆うカバー3を有している。カバー3は亜鉛鋼板をプレス成形することにより製作されている。構造部材2とカバー3とは結合されることにより、中空の閉塞断面を形成する。
【0010】
構造部材2とカバー3とを結合する方法としては、摩擦撹拌接合を用いる。摩擦撹拌接合とは、摩擦熱を利用して2つの被接合体を突き合せ、または重ね合せて接合する方法であり、回転体と、この回転体の先端に一体に設けられたプローブとを高速回転させ、プローブを被接合体に押し込み、プローブと被接合体を相対的に移動させることにより、突き合せ部、または重ね合わせ部を塑性流動させて接合するものである。
【0011】
構造部材2とカバー3との摩擦撹拌接合による接合は、図2に示すように、構造部材2の開口2aをカバー3が覆うように重ね合せて行うが、カバー3は構造部材2の開口2aを覆った際に構造部材2のフランジ2bの外方に延出する延出部3aを有している。
【0012】
図2に示すように、摩擦撹拌接合に用いられる摩擦撹拌接合用工具4は、回転体4aと、回転体4aに比して小径なプローブ4bを備える。構造部材2とカバー3を摩擦撹拌接合により結合する際には、摩擦撹拌接合用工具4のプローブ4bを、カバー3の上に重ね合わされる構造部材2のフランジ2bの任意の位置に当接させ、回転体4aを回転付勢する。尚、フランジ2bの厚さを3mmとし、カバー3の厚さを0.8mmとした場合、回転体4aの最適な回転数は1500rpmである。
【0013】
回転体4aの回転付勢に伴い、アルミニウム合金製である構造部材2のフランジ2bは塑性流動を起し、その結果、プローブ4bがフランジ2bに押し込まれて埋没する。プローブ4bがフランジ2bに埋没し、亜鉛鋼板製であるカバー3まで達するとカバー3も塑性流動を起すことになる。この状態で摩擦撹拌接合用工具4の回転体4aをフランジ2bに沿って移動させれば、フランジ2bがカバー3と摩擦撹拌接合されていくことになる。尚、フランジ2bの厚さを3mmとし、カバー3の厚さを0.8mmとした場合、回転体4aの最適な変位速度は100mm/minである。
【0014】
カバー3を亜鉛鋼板製とするのは、摩擦撹拌接合をする際に溶融メッキ層がプローブ4bによる撹拌と熱によりアルミニウム合金と反応し、アルミニウム合金中に亜鉛が取り込まれるからである。アルミニウム合金と鉄との反応による金属間化合物は硬くて脆いが、亜鉛を介すことにより、接合部を比較的強度が向上した層とすることが可能である。また、プローブ4bをフランジ2b側から押し込むのは、アルミニウム合金のほうが亜鉛鋼板よりも塑性流動を起しやすいので、先にアルミニウム合金を塑性流動させておくほうが接合状態が良好となるからである。さらに、プローブ4bをフランジ2b側から押し込むことにより、プローブ4bの寿命を延ばすことも可能となる。
【0015】
アルミニウム合金製の構造体2と亜鉛鋼板製のカバーとを摩擦撹拌接合により接合することにより製作されたセンターピラー1は、構造部材2のフランジ2bの外方に延出する延出部3aを構造部材2の全周に有することになる。従って、亜鉛鋼板製のカバー3の一部である延出部3aを、鋼材からなる他の車体部品に対する溶接箇所とすることができる。具体的には、センターピラー1の上端側の延出部3aを車体のルーフに対する溶接箇所とし、センターピラー1の下端側の延出部3aを車体のセンターボディに対する溶接箇所とすることが可能となる。
【0016】
本発明の自動車用構造体は、上述した実施の形態に限定されず、特許請求の範囲で記載した範囲で種々の変形や改良が可能である。例えば、本実施の形態においては、自動車構造体としてのセンターピラー1に適用した例を説明したが、これに限定されず、サスペンションフレーム等の他の自動車構造体にも適用可能である。
【0017】
また、本実施の形態においては、構造部材2は一つの面のみが開口する箱型であったが、これに限定されない。構造部材は少なくとも一つの開口する面を有していればよい。
【0018】
また、本実施の形態においては、カバー3は構造部材2の開口2aの全体を覆うものであったが、これに限定されない。カバーは開口の一部を覆うものであってもよい。
【0019】
また、本実施の形態においては、延出部3aはフランジ2bの全周から外方に延出したが、これに限定されない。他の車体部品に対する溶接箇所とすることが必要となる箇所等だけにフランジの外方に延出する延出部を設けるようにしてもよい。
【図面の簡単な説明】
【0020】
【図1】本実施の形態のセンターピラーの分解斜視図。
【図2】摩擦撹拌接合による接合を説明するためのセンターピラーの断面図。
【符号の説明】
【0021】
1 センターピラー
2 構造部材
2a 開口
2b フランジ
3 カバー
3a 延出部
4 摩擦撹拌接合用工具
4a 回転体
4b プローブ
【特許請求の範囲】
【請求項1】
少なくとも1つの面が開口する箱型であり、開口側端縁にフランジを有するアルミニウム合金製の構造部材と、該構造部材の開口の全体もしくは一部を覆うカバーとを有し、該構造部材と該カバーとを摩擦撹拌接合することにより中空の閉塞断面を形成する自動車用構造体において、該カバーは亜鉛鋼板製であると共に、該構造部材の開口の全体もしくは一部を覆った際にフランジの外方に延出する延出部を有し、摩擦撹拌用プローブを該構造部材のフランジ側から押し込んで移動させることにより該構造部材と該カバーとを摩擦撹拌接合したことを特徴とする自動車用構造体。
【請求項1】
少なくとも1つの面が開口する箱型であり、開口側端縁にフランジを有するアルミニウム合金製の構造部材と、該構造部材の開口の全体もしくは一部を覆うカバーとを有し、該構造部材と該カバーとを摩擦撹拌接合することにより中空の閉塞断面を形成する自動車用構造体において、該カバーは亜鉛鋼板製であると共に、該構造部材の開口の全体もしくは一部を覆った際にフランジの外方に延出する延出部を有し、摩擦撹拌用プローブを該構造部材のフランジ側から押し込んで移動させることにより該構造部材と該カバーとを摩擦撹拌接合したことを特徴とする自動車用構造体。
【図1】



【図2】

【図2】
【公開番号】特開2009−126472(P2009−126472A)
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願番号】特願2007−306822(P2007−306822)
【出願日】平成19年11月28日(2007.11.28)
【出願人】(000006943)リョービ株式会社 (471)
【Fターム(参考)】
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願日】平成19年11月28日(2007.11.28)
【出願人】(000006943)リョービ株式会社 (471)
【Fターム(参考)】
[ Back to top ]