
国際特許分類[B23K103/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451)
国際特許分類[B23K103/18]の下位に属する分類
鉄合金とアルミニウムまたはその合金 (218)
鉄合金と銅またはその合金 (17)
鉄合金とチタニウムまたはその合金 (11)
国際特許分類[B23K103/18]に分類される特許
121 - 130 / 205
部材接合構造
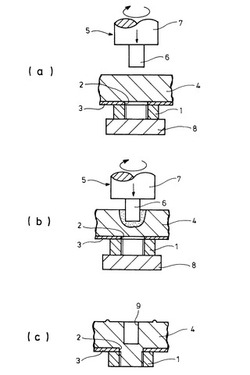
【課題】厚み寸法が小さい部材の相互の接合や、素材が異なる部材の相互の接合に適した部材接合構造を提供する。
【解決手段】ナット1と、予め穿設してある孔2がねじ孔に連なるようにナット1に重ねた第1の部材3と、孔2に被さるように第1の部材3に重ねた第2の部材4とを備える。
接合ツール5を用いて、第2の部材4に由来する材料を摩擦熱と塑性流動により、第1の部材3の孔2、並びにナット1のねじ孔に入り込むように形作る。
(もっと読む)
異種金属材の溶接方法

【課題】 冷間圧延に供される高融点金属材と低融点金属材の溶接金属部における高融点金属リッチ層の発生を防止し、溶接後の冷間圧延工程における溶接金属部の亀裂発生を防止することができる異種金属材の溶接方法を提供する。
【解決手段】 冷間圧延に供される高融点金属からなる第一金属材1と低融点金属からなる第二金属材2とを突合せ溶接により接合する異種金属材の溶接方法であって、第一金属材1と第二金属材2の突合せ部に、第一金属材1側にのみベベル角度φ=30°〜60°の開先3を形成したレ形開先4を設け、このレ形開先4部をアーク溶接する。
(もっと読む)
高導電性被溶接物のプロジェクション溶接方法
【課題】
銅又はアルミニウムからなる高導電性被溶接物同士でも簡単にプロジェクション溶接が可能な溶接方法を提供すること。
【解決手段】
第1、第2の高導電性被溶接物の間に溶接電流を流して抵抗溶接するプロジェクション溶接方法において、前記第1の高導電性被溶接物及び前記第2の高導電性被溶接物はそれぞれプロジェクションを有し、前記第1の高導電性被溶接物と前記第2の高導電性被溶接物とを前記プロジェクションが対向するように向かい合わせ、前記プロジェクション同士の間に、前記第1の高導電性被溶接物又は前記第2の高導電性被溶接物の金属材料と同一の金属材料からなる高導電性金属薄板を介在させ、前記第1の高導電性被溶接物と前記第2の高導電性被溶接物との間に、弾力性を含む加圧力を加えた状態でパルス状溶接電流を通電することを特徴とする高導電性被溶接物のプロジェクション溶接方法。
(もっと読む)
ステンレス鋼材とアルミニウム合金材とのろう付け接合体及びろう付け接合方法
【課題】ステンレス鋼材の表面を予め処理することなしに、接合強度の高いステンレス鋼材とアルミニウム合金材とのろう付け接合体を得る。
【解決手段】ステンレス鋼材のろう付け部表面に、Cu:23〜37質量%,Si:4〜10質量%を含み10〜100μmの平均粒径を有する粉末状アルミニウム合金ろう材と、固形分として11質量%以上のCsFを含むフッ化物系フラックスとを分散媒に懸濁させたアルミニウム合金ろう材スラリーを塗布した後、当該ろう材スラリーが塗布されたろう付け部にアルミニウム合金材を組み付け、その組み付け体を、530〜580℃の温度範囲で2時間以下保持する条件で加熱する。
(もっと読む)
管溶接構造体及び管溶接方法ならびに管溶接構造体を備えたボイラ装置
【課題】管体どうしの溶接部の溶接割れ感受性を低減させることのできる管溶接構造体を提供する。
【解決手段】フェライト系鋼からなる第1の管体1に、Ni基合金からなる第2の管体2をNi基合金からなる溶接金属材で突合せ又は隅肉溶接する管溶接構造体において、第1の管体1と前記突合せ又は隅肉溶接で形成された溶接金属層5の間に、リンと硫黄の合計含有率が0.02重量%以下に規制したNi基合金からなるバタリング溶接層7が設けられていることを特徴とする。
(もっと読む)
半導体装置の製造方法
【課題】本発明は、接合信頼性を向上させることを目的とする。
【解決手段】半導体チップ10の電極12及び配線基板20の配線パターン22の少なくとも一方に還元剤30を付着させる。電極12及び配線パターン22を対向させる。還元剤30を加熱して活性化し、還元剤30によって電極12及び配線パターン22の少なくとも一方の表面に形成された酸化膜を還元する。対向した電極12及び配線パターン22間に圧力を加え、電極12及び配線パターン22の材料を固相拡散させて、電極12及び配線パターン22を接合する。加熱を、電極12及び配線パターン22の融点よりも低い温度で行う。
(もっと読む)
管寄/スタッブ管溶接構造体ならびにそれを備えたボイラ装置
【課題】管寄とスタッブ管との溶接部の割れが有効に防止できる管寄/スタッブ管溶接構造体を提供する。
【解決手段】W、Mo、Nb、V含有の9Cr〜12Cr鋼からなる管寄2に同一材質のスタッブ管3を植え込み溶接し、スタッブ管3とレグチューブ5をトランジションピース4を介して接続した管寄/スタッブ管溶接構造体において、スタッブ管3、トランジションピース4、レグチューブ5の内径を略同一とし、スタッブ管3の肉厚をレグチューブ5の肉厚より1.2〜3.0倍に大きくしたことを特徴とする。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供すること、及び断熱性能のよい構造体を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。ステンレス板10,20と中空形材30,40の間には断熱材80があるので、断熱性能をよくできる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供すること、及び見栄えのよい構造体を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。また、ステンレス板には外側に突出する円弧状のビードがあるので、摩擦攪拌接合により膨れはビード部に吸収され、見栄えをよくできる。
(もっと読む)
薄板部材の接合方法
【課題】材質が相違するうえに厚さの薄い二種類の板部材を適確に接合することが可能な薄板部材の接合方法を提供する。
【解決手段】二種類の薄板部材における接合する部分に相互に係合可能な係合部分を形成し、これら2個の係合部分を係合させたのち、係合部分にショットを所定の条件で投射して2個の係合部分のうち少なくとも一方を塑性流動させ、これにより係合部分における相互の隙間を充填することを特徴とする。
(もっと読む)
121 - 130 / 205
[ Back to top ]