
国際特許分類[B23K103/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451)
国際特許分類[B23K103/18]の下位に属する分類
鉄合金とアルミニウムまたはその合金 (218)
鉄合金と銅またはその合金 (17)
鉄合金とチタニウムまたはその合金 (11)
国際特許分類[B23K103/18]に分類される特許
151 - 160 / 205
抵抗スポット溶接方法

【課題】3枚以上の鋼板で構成される板厚比の大きい板組み、特に薄い亜鉛めっき鋼板が電極に接触する板組みにて十分なサイズのナゲットを形成できる抵抗スポット溶接方法を提供する。
【解決手段】溶接施工の工程を第1段階と第2段階とに分割し、第1段階を開始するにあたって電極がめっき鋼板に接触するときの加圧力がオーバーシュートしても2.5kNを超えないように制御し、第1段階では低加圧力かつ短時間で抵抗スポット溶接を行ない、第2段階では高加圧力かつ長時間で抵抗スポット溶接を行ない、さらに第1段階の通電開始前におけるめっき鋼板と電極との接触部位の半径d(mm)とめっき鋼板の板厚t(mm)がd<7tを満足する範囲で抵抗スポット溶接を行なう。
(もっと読む)
異種金属材の接合方法、同方法で製造された機械部品とプラネタリキャリア

【課題】焼結金属からなる部材と鍛造材からなる部材を鑞付けと溶接の2つの方法を使用してコスト上昇が抑えられる方法で健全に、しかも、鍛造材の強度などを低下させずに接合一体化し得るようにすることを課題としている。
【解決手段】密度7.2g/cm3以下の焼結金属からなる部材11に密度7.3g/cm3以上の高密度金属部材13を予め鑞付けし、この高密度金属部材13に鋼の鍛造材からなる部材12を溶接して部材11と部材12を溶接部にブローホールを発生させずに、また、部材12の加熱、徐冷による強度低下、硬度低下を生じさせずに一体化する。
(もっと読む)
青銅合金と鋼のクラッド材の製造方法
【課題】 生産効率を犠牲にすることなく、高密度化が可能な青銅合金と鋼のクラッド材の製造方法を提供する。
【解決手段】 鋼裏金2上に青銅合金を散布し焼結して得られた多孔質青銅合金層3の空孔率を乾式圧延工程と焼結工程とを施して空孔率3%以下の青銅合金と鋼との複層材を得た後、該複層材に対し圧延ロール表面に圧延油を供給して行う湿式圧延工程を施すことにより、従来の湿式圧延で見られる毛細管現象による焼結層の奥深くの空孔内へ圧延油が浸み込んで、次工程の熱処理(焼結)中に浸み込んだ圧延油が焼結層内で気化して新たな空隙が形成されるという不具合はなく、次工程の熱処理を行うことができる。このため、少ない圧延回数で青銅合金層の高密度化が可能となり、生産効率を高めることができる。
(もっと読む)
アルミニウム系材料とのロウ付け接合用鋼板、その鋼板を用いた接合方法および接合継手
【課題】アルミニウム系材料とのロウ付け接合により、剪断引張強度のみならず引き剥がし強度にも優れた接合継手が得られるような鋼板を提供する。
【解決手段】合金化溶融亜鉛めっき鋼板、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、冷延鋼板および熱延鋼板よりなる群から選ばれたいずれか1種の鋼板であって、質量%で(以下、同じ。)、C:0.05〜0.25%、Si:1.5%以下、Mn:0.1〜3.5%、P:0.05%以下、S:0.03%以下、Al:0.1%以下を含有し、残部Feおよび不可避的不純物よりなり、かつ、C+(Si+Mn)/40≧0.15を満たし、ロウ付け接合後の接合界面の中央部における金属間化合物層の厚みが2μm以下であることを特徴とする。
(もっと読む)
タービンホイールとロータシャフトの接合方法
【課題】TiAl系合金からなるタービンホイールと、構造用鋼からなるロータシャフトとの間に、ニッケルろうからなるろう材を配置し、ろう材を液相線以上の温度に加熱することにより、タービンホイールとロータシャフトとを接合する工程において、ロータシャフトの軟化を低減し、ろう付け後にロータシャフトの硬度回復のための熱処理を必要としないろう付け方法を提供する。
【解決手段】タービンホイールに赤外線を照射し、タービンホイールをろう材の液相線以上の温度に赤外線加熱することにより、タービンホイールからの熱伝導によって、接合部に配置したろう材を溶融させて、タービンホイールとロータシャフトを接合することで、シャフト温度の上昇を抑制する。
(もっと読む)
アルミニウム軸受用クラッド材の製造方法
【課題】アルミニウム材と鋼材とを接着してアルミニウム軸受の形成用材料となるクラッド材を製造する方法において、クラッド材の厚さ方向、或いは幅方向の形状精度を良くする。
【解決手段】アルミニウム材と鋼材とを圧延圧接し、このアルミニウム材と鋼材とのクラッド材の厚さ方向の形状精度を高めるための二次圧延を行った後、熱処理を行う。或いは、クラッド材を幅方向に複数分割した後、熱処理を行う。更には、クラッド材を幅方向に複数分割し、そして二次圧延、引抜を行い、最後に熱処理を行う。
(もっと読む)
金属板の接合構造
【課題】安定的な接合を効率的に行うことで高い品質を保障することができる金属板の接合構造を提供すること。
【解決手段】少なくとも、融点の高い第1金属板部材11と、第1金属板部材11とは異なる異種であって融点の低い第2金属板部材12とを接合する金属板の接合構造であって、第1金属板部材11の厚さよりも大きい長さの突出ピン61を有する回転工具60を用い、上部に配置される第1金属板部材11に、機械加工により、突出ピン61が進行する空隙部13を予め形成しておき、第1金属板部材11に第2金属板部材12を重ね合わせてから、回転工具60の突出ピン61の進行に伴って第1金属板部材11と第2金属板部材12とを摩擦撹拌接合した。
(もっと読む)
はんだ接合方法及びはんだ接合体
【課題】Sn或いはSn合金により、アルミニウム部材11同士、又はアルミニウム部材11と銅部材25とを良好に接合することができる方法と良好に接合された接合体10とを提供する。
【解決手段】アルミニウム部材11同士をはんだHにより接合する方法であって、Alを0.005mass%以上添加したSn又はSn合金からなるはんだHを使用して、このはんだH又はアルミニウム部材11に超音波振動を印加しながら、アルミニウム部材11同士を接合する。
(もっと読む)
抵抗溶接装置
【課題】同種の金属材料同士あるいは異種金属材料からなる第1、第2の被溶接物同士を簡単に抵抗溶接することができ、しかも鋼材同士など通常の被溶接物の場合とほぼ同様な溶接コストで溶接品質の高い溶接結果を得ること。
【解決手段】第1の溶接電極と第2の溶接電極間との間に第1と第2の被溶接物を挟んだ状態でそれらの間に溶接電流を流して前記第1、第2の被溶接物同士を溶接する溶接装置において、前記第1又は第2の被溶接物に、その表面の一部面域を囲む環状のプロジェクションを形成する手段が備えられており、前記第1又は第2の被溶接物に形成された前記環状のプロジェクションを前記第2又は第1の被溶接物の平坦面に当接させ、加圧した状態でパルス状溶接電流を前記第1、第2の溶接電極を通して前記第1の被溶接物と前記第2の被溶接物との間に流すことを特徴とする抵抗溶接装置。
(もっと読む)
金属片とセラミック材料でできている片の間のろう付けされた組み立て部
本発明は、金属部分、セラミック部分、およびろう付けにより上記部分の各々に組み立てられる少なくとも1つの接続用スペーサーを含む接続部に関する。前述の接続用スペーサー(10’)は、上述の部分にそれぞれろう付けされる少なくとも2つの平坦な領域(11、12)を有する変形可能な層からなる。更には、上記2つの平坦な領域(11、12)は、金属部分とセラミック部分に向かって交互に配向されている少なくとも2つの非ろう付け波状形(19、20)を有する、変形可能な領域(13’)により相互接続される。 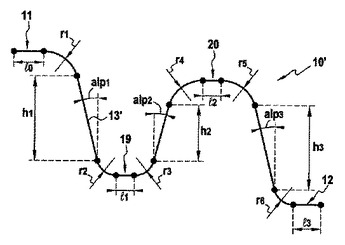 (もっと読む)
(もっと読む)
151 - 160 / 205
[ Back to top ]