
国際特許分類[B23K11/11]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | スポット溶接;スティッチ溶接 (553) | スポット溶接 (540)
国際特許分類[B23K11/11]に分類される特許
111 - 120 / 540
接合装置および接合方法
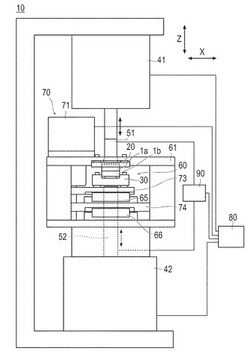
【課題】電極や電極の接触部位の磨耗や凝着を抑制して寿命を向上可能な導電材料の接合装置および接合方法を提供する。
【課題手段】導電性を備えた一対の被接合部材1a,1bの互いに接合される接合面2a,2b同士を対向させ、一対の前記被接合部材を相対的に摺動させつつ、前記被接合部材の一方から他方へ電極51,52を介して電流を流して抵抗加熱により前記接合面同士を接合する接合装置10であり、前記被接合部材を加圧することで対向する前記接合面の間に加圧力を作用させる加圧手段と、一対の前記被接合部材を相対的に摺動させる摺動手段と、を有し、前記電極52が、前記加圧手段および摺動手段の少なくとも一方と別体で構成される。
(もっと読む)
抵抗溶接方法および抵抗溶接装置

【課題】極性効果の発生を防ぎ、溶接時間を短縮し、信頼性低下を防ぎ、溶接品質の向上を図る。
【解決手段】スイッチング回路を介して溶接トランスの一次側に正負電圧に交互に変化する一次電圧を印加し、トランスの二次側を一対の溶接電極に接続した抵抗溶接方法において、1回の溶接に対して、一次電圧の正負及び印加時間によって設定される通電期とその後に続く通電休止期とで溶接相を構成し、複数の溶接相を、通電期および通電休止期ごとにスイッチング回路のスイッチング素子のオン・オフタイミングを個別に設定することによって別々に設定可能とした。
(もっと読む)
溶接構造及び溶接方法
【課題】例えばハット断面部品のように形状が変化する部材を溶接する場合であっても、溶接部品の位置決め精度を確保することの可能な、溶接構造及び溶接方法を提供する。
【解決手段】本実施形態に係る位置決め構造では、第一の位置決め部10aと第二の位置決め部10bとの逃がし方向D2の距離Xは、第一の位置決め部10aと第二の位置決め部10bとの位置決め方向D1の距離Yよりも大きく、第一の位置決め部10aと第二の位置決め部10bとの距離Aは、第一の位置決め部10aと第三の位置決め部10cとの距離B´と、第二の位置決め部10bと第三の位置決め部10cとの距離Bと、のうち小さい方である距離Bよりも大きく構成している。
(もっと読む)
インダイレクトスポット溶接方法
【課題】インダイレクトスポット溶接の際に、溶融した状態で形成される碁石形のナゲットを安定して得ることができるインダイレクトスポット溶接方法。
【解決手段】インダイレクトスポット溶接法において、通電時間を2つの時間帯t1、t2に区分し、各時間帯t1,t2でそれぞれ加圧力F1,F2及び電流値C1,C2を制御するものとし、最初の時間帯T1では、次式1で表される加圧力F1で加圧しかつ次式2で表される電流値C1で通電したのち、次の時間帯t2では、次式3で表される加圧力F2で加圧しかつ次式4で表される電流値C2で通電する。1.2F2≦F1≦5F2・・・1,0.25C2≦C1≦0.85C2・・・2,35T2.3≦F2≦170T1.9・・・3,2T0.5≦C2≦5.5T0.9・・・4,ただし、Tは、重ね合わせた金属板の総板厚mmである。
(もっと読む)
電動式スポット溶接ガン
【課題】モータ駆動ユニット全体を小型化することのできる電動式スポット溶接ガンを提供すること。
【解決手段】サーボモータ40と、サーボモータのロータ43の回転に応じて進退する加圧ロッド50と、加圧ロッドの先端部に固定された駆動側アーム70に取り付けられる駆動側電極チップ71と、サーボモータのロータの回転角度を検出するエンコーダ60と、を備え、加圧ロッドに対して電極チップの位置がオフセットしている電動式スポット溶接ガン10において、加圧ロッド側とは反対側のロータの後端部44と、エンコーダの入力端部64とを同一方向に向けた姿勢で、ロータおよびエンコーダが、加圧ロッドに対して電極チップがオフセットしているオフセット平面内で互いに平行に配置され、加圧ロッドと一体に固定されて、加圧ロッドと平行に延びる一組の加圧ガイド55a,55bを備え、一組の加圧ガイドは、オフセット平面を挟んでその両側に配置される。
(もっと読む)
溶接構造及び溶接方法
【課題】溶接部品の位置決め精度を確保しつつ、シール性を向上させることの可能な、溶接構造及び溶接方法を提供する。
【解決手段】第一の溶接部品11に、対向する二辺12a・12aを有する孔12を開口し、第二の溶接部品21に、第一の溶接部品11に開口した孔12と対応する位置で対向する部分に二本の切れ込み22a・22aを形成し、切れ込み22a・22aの間の部分が塑性変形により隆起して、ブリッジ部22を設け、第一の溶接部品11の孔12における二辺12a・12aと、第二の溶接部品21のブリッジ部22における二本の切れ込み22a・22aと、が重なるように、第一の溶接部品11の孔12に第二の溶接部品21のブリッジ部22における隆起した部分を挿入し、第一の溶接部品11と第二の溶接部品21とを係合させた状態で、第一の溶接部品11と第二の溶接部品21との溶接を行う。
(もっと読む)
溶接ガン
【課題】サーボモータを用いて小型化と高加圧化とを両立させることのできる溶接ガンを提供すること。
【解決手段】ガンブラケット10に形成されたガイド溝12a,12bに沿って移動自在なガイドピン31a,31bおよび32a,32bを有するアームホルダ30を備え、アームホルダに可動ガンアーム40が取り付けられる溶接ガン1,2において、ガイドピンのピン周りにガイド溝と係合するローラフォロア33a,33bおよび34a,34bが設けられ、サーボモータ72を用いてアームホルダを介して可動ガンアームを開閉させる。
(もっと読む)
スポット溶接機
【課題】バラツキなく安定して適切な加圧力を供給でき、優れた溶接品質と安全で効率の良い作業ができる足踏みペダル式スポット溶接機を提供する。
【解決手段】足踏みペダル(10)によりリンク機構(5)のリンクなどで上電極(3)を下降させ、下電極(4)とで被溶接物(W)を挟みこみ、コイルバネ(17)のばね力で押圧し、このとき足踏みのリンク機構(5)による被溶接物(W)への押圧はエアシリンダ(6)のピストンロッド(21)を降下させるのみのごく弱いコイルバネ(17)のばね力にとどめる構造とする。更に足踏みペダル(10)を一定量踏み込むと、メカスイッチ(15)が作動し、エアシリンダ(6)による加圧力が付与されて、同時に溶接電流が流れ、スポット溶接を開始する。
(もっと読む)
接合方法および接合装置
【課題】接合面の全体を均一に接合可能な接合方法および接合装置を提供する。
【解決手段】互いに接合される導電性を備えた一対の被接合部材1a,1bの接合面2a,2bを対向させ、前記被接合部材1a,1bの一方に対して他方を相対的に摺動させつつ、前記被接合部材1a,1bの一方から他方へ電流を流して抵抗加熱することで、接合面2a,2bの高面圧部に摩耗,塑性流動および材料拡散を生じさせ、時々刻々と電流集中箇所を変化させつつ接合面2a,2b同士を接合する。
(もっと読む)
溶接ロボットのティーチング装置およびティーチング方法
【課題】特殊技能を有したオペレータでなくても、スポット溶接ロボットのティーチングを容易に行うことができ、ティーチングの作業時間を短縮することができるようにする。
【解決手段】ワーク上の溶接打点420との関係で、溶接ガンの溶接チップをどれだけワークから離すかを示す距離情報430、溶接ガンを溶接打点420の位置する側にどれだけ移動させるかを示す第1移動情報440、溶接打点420の位置しない側にどれだけ移動させるかを示す第2移動情報450を含む相対位置情報の入力を受け付け、溶接打点の位置および溶接動作を含む溶接打点情報の入力を溶接打点毎に受け付けて、溶接ガンの空走ポイントを決定し、溶接ガンの姿勢を維持したまま溶接動作を行うための動作プログラムを生成することで、溶接ガンの姿勢を溶接打点毎に設定せず、相対位置情報および溶接打点情報の入力だけで溶接ガンの空走ポイントが自動的に決定されるようにする。
(もっと読む)
111 - 120 / 540
[ Back to top ]