
国際特許分類[B23K11/11]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | スポット溶接;スティッチ溶接 (553) | スポット溶接 (540)
国際特許分類[B23K11/11]に分類される特許
121 - 130 / 540
接合方法および接合装置
【課題】接合面の全体を均一に接合可能な接合方法および接合装置を提供する。
【解決手段】互いに接合される導電性を備えた一対の被接合部材1a,1bの接合面2a,2bを対向させ、前記被接合部材1a,1bの一方に対して他方を相対的に摺動させつつ、前記被接合部材1a,1bの一方から他方へ電流を流して抵抗加熱することで、接合面2a,2bの高面圧部に摩耗,塑性流動および材料拡散を生じさせ、時々刻々と電流集中箇所を変化させつつ接合面2a,2b同士を接合する。
(もっと読む)
ロボットシステム

【課題】板厚が未知の場合であってもワークの撓みを抑えた状態でスポット溶接ロボットの溶接点教示位置を自動で修正し、溶接品質を向上させる。
【解決手段】ロボット1に溶接点位置を教示するに際し、可動電極21と固定電極22とによって溶接点を挟む位置にスポット溶接ガン2を移動させる第1の処理と、モータ駆動により可動電極21を被溶接部材Wに向けて伸ばし、モータへのトルク指令に基づいて可動電極21と被溶接部材Wとの接触を検出し、接触検出後に可動電極21の動作を停止させる第2の処理と、モータ駆動により可動電極21が被溶接部材Wと接触した状態を保ちながら、ロボット1を可動電極21側へ動作させて固定電極22を被溶接部材Wに接近させ、ロボット1の関節に作用する外乱トルクによって固定電極223被溶接部材Wとの接触を検出し、接触検出後にロボット1の動作を停止させる第3の処理 とを含む。
(もっと読む)
抵抗溶接制御方法
【課題】3枚重ねの被溶接材を抵抗溶接するときに、チリの発生しない状態ですべての被溶接材のナゲット径を適正範囲内で形成すること。
【解決手段】溶接中の瞬時電力値が電力設定値Prと等しくなるように定電力制御しながら溶接する抵抗溶接制御方法において、上記の電力設定値Prを、予め定めた電力目標パターンに従って溶接経過時間tに伴って変化する値とする。この電力目標パターンは、溶接開始時点で初期値Psとなり、その後は次第に大きくなり第1溶接経過時間T1で第1ピーク値Pp1となり、その後は次第に小さくなり第2溶接経過時間T2でベース値Pbとなり、その後は次第に大きくなり溶接終了時点Teで第2ピーク値Pp2となるパターンである。第1ピーク値Pp1によって各ナゲット径を略等しくすることができ、ベース値Pbによって過剰な入熱を抑制してチリの発生を防止することができる。
(もっと読む)
抵抗溶接方法
【課題】板組みの種類に関係なく、溶接不良の発生を防止して、適正な溶接部を形成することのできる抵抗溶接方法を提供する。
【解決手段】相互に重ね合わせた複数枚(例えば2枚)の金属板50,60に複数個の電極を接触させて通電することにより溶接部70を形成するに際して、複数個の電極として、一方の金属板50に接触させてこの金属板50に溶接部70を形成可能な程度の電流を供給する溶接用電極20と、それぞれ異なる金属板50,60に接触させて溶接用電極20との間で通電を図るための第一通電用電極30および第二通電用電極40とを使用する。そして、双方の通電用電極30,40を何れも溶接用電極20との間で通電させることで、溶接用電極20から一方の金属板50に供給された電流を、第一通電用電極30と第二通電用電極40とに分流させる。
(もっと読む)
溶接機のイコライズ装置
【課題】スポット溶接を行う溶接機のイコライズ装置を改善し、コンパクトで、素早い動作を行う溶接機を提供する。
【解決手段】ロボットの腕または定置台に接続され柱体をなす固定部材21と、固定部材21を内部に収容する可動部材31とを接続するイコライズ装置90であって、固定部材21の下面と加圧軸51とは近接して位置し、固定部材21と可動部材31とは加圧軸51と平行する方向にのみ相互可動となるように固定部材21の側面と可動部材31の側面との間には拘束手段が設けられ、加圧軸51は、固定部材31に対向する側の一部を切り欠いて形成される切欠部52を備え、固定部材21の前部には、固定部材21に軸支されるとともに一端が可動部材31の前面35に当接し他端が加圧軸51に当接する従動レバー40を備え、固定部材21の後部と可動部材31の後面36との間には、相互に離間するように作用するスプリング48を備える。
(もっと読む)
異種金属の接合体および異種金属接合体の製造方法
【課題】軽合金製板材と鋼製板材との接合部に水分が進入することに起因した電食の発生を容易かつ効果的に防止できるようにする。
【解決手段】軽合金製板材と鋼製板材とが接合されることにより形成される異種金属の接合体であって、上記軽合金製板材および鋼製板材がそれぞれ0.5mm以上2.0mm以下の板厚を有し、該両板材の端部近傍には、その端面に沿って15mm以上100mm以下の間隔を置いてスポット溶接された複数個所の溶接点11と、該溶接点11の周縁部において上記両板材が互いに離間した離間部13とが形成され、該離間部13の相対向する壁面に電着塗膜14が形成されるとともに、該電着塗膜14が形成された上記両板材の少なくとも一方の端部と該端部に対向する他方の板材との間に跨るようにシーラが塗布されたシール部16が形成された異種金属の接合体および異種金属接合体の製造方法。
(もっと読む)
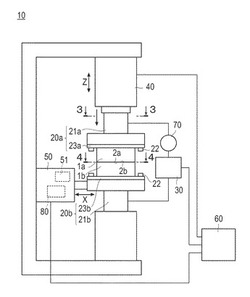
抵抗溶接装置
【課題】抵抗溶接装置における給電構造を改善し、長期間安定して使用することが可能であるとともに、軽量でコンパクトな抵抗溶接装置を提供する。
【解決手段】溶接機本体11が、給電用のトランスを備える固定部分に固定される給電ハウジング32(42)と、給電ハウジング32(42)内に挿通されて給電ハウジング32(42)に相対的に移動する加圧軸31(41)と、加圧軸31(41)の先端に取り付けられた電極30(40)とを有しており、給電ハウジング32(42)内には、加圧軸31(41)の一部を囲むリング状の溝35(45)が形成され、溝35(45)内には斜め巻きコイルスプリング36(46)が収納されている。給電ハウジング32(42)から斜め巻きコイルスプリング36(46)を介して加圧軸31(41)へ給電される。
(もっと読む)
配索材の接合構造
【課題】溶接に必要な初期抵抗値を確保した上で、大きな溶接面積が得られる配索材の接合構造を得る。
【解決手段】第一接合導体11の平坦な接合面13aに、第二接合導体15の接合面13bを、この接合面13bに形成した凸部17を介して抵抗溶接する配索材19の接合構造であって、前記凸部17は、裾21となる一段目凸部23が溶接面積を確保する半径R1に設定され、中央の頂25となる二段目凸部27が前記一段目凸部23よりも小さな半径に設定されかつ前記一段目凸部23の仮想輪郭線29より内側で突出してなり、前記二段目凸部27が前記第一接合導体11の平坦な接合面13aに接して溶融した溶融物が、前記平坦な接合面13a、前記一段目凸部23、及び前記二段目凸部27の残部に包囲される空隙に充填される。
(もっと読む)
溶接補助装置
【課題】本発明は、ワークに向きが異なる複数の溶接部位がある場合であっても、溶接補助装置が高コストにならないようにするとともに、溶接時の安全性を確保できるようにすることを目的とする。
【解決手段】本発明に係る溶接補助装置は、ワークの溶接部位を溶接機の溶接位置12にセットする際に使用される溶接補助装置であって、支持台15に対して水平回転可能に構成された回転部材22と、途中部分が回転部材22に対して上下回動可能な状態で連結された昇降リンク25と、昇降リンク25の先端部分に自在継手30を介して連結されており、前記ワークを支持可能に構成されたワーク支持部材40とを有する。
(もっと読む)
ワークの位置決め装置
【課題】ワークの位置の調整や修正を、低コストで、かつ、簡単に行えるようにする。
【解決手段】ワークを所定位置に位置決めし固定するためのワークの位置決め装置1は、パイプ部41を有する位置決め用基台10と、パイプ部41をクランプする汎用のパイプクランプ51と、パイプクランプ51によってパイプ部に取り付けられるインナパネル保持装置A1,A2とを備えている。パイプクランプ51がパイプ部41をクランプした状態で、インナパネル保持装置A1,A2によってワークを保持することによりワークを所定位置に位置決めする。
(もっと読む)
121 - 130 / 540
[ Back to top ]