
国際特許分類[B23K11/11]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | スポット溶接;スティッチ溶接 (553) | スポット溶接 (540)
国際特許分類[B23K11/11]に分類される特許
91 - 100 / 540
導電材料の接合方法
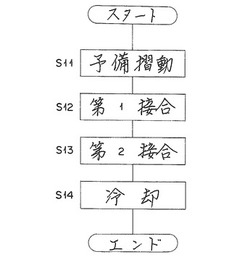
【課題】同一平面上にない複数の接合領域においても安定した接合強度を得ることが可能な導電材料の接合方法を提供する。
【解決手段】導電材料からなり、同一平面上にない複数の接合領域を有する第1および第2被接合部材を接合するための接合方法であって、第1および第2被接合部材の接合領域を当接させ、第1および第2被接合部材を相対的に摺動させつつ、電流を、第1被接合部材から第2被接合部材へ流して抵抗加熱することによって、第1および第2被接合部材を接合する接合工程(S12,S13)を有している。前記接合工程においては、接合領域が均一に接合するように、接合領域毎に当接させる優先順位が設定されている。
(もっと読む)
ポータブルガン

【課題】作業者の作業性を向上できるポータブルガンを提供する。
【解決手段】スポット溶接に用いるポータブルガン10であって、給電装置60は、高電流を生成するトランス65と、トランス65に接続される1次ケーブル21と、ポータブルガン本体20に接続される2次ケーブル22と、1次ケーブル21と2次ケーブル22とを接続する接続部30と、を具備し、接続部30は、1次ケーブル21に接続される1次側ブラケット31と、2次ケーブル22に接続される2次側ブラケット32と、を具備し、コントローラ50は、給電装置60によるポータブルガン本体20への通電時には、1次側ブラケット31と2次側ブラケット32とを面圧し、給電装置60によるポータブルガン本体20への通電時以外には、1次側ブラケット31と2次側ブラケット32との面圧を解除する。
(もっと読む)
溶接後の溶接部強度に優れるスポット溶接用鋼板、及び、溶接部の強度に優れるスポット溶接継手
【課題】鋼板同士をスポット溶接した際に、介在物を起因とする欠陥や割れが生じて強度が低下するのを防止でき、良好な作業性を確保しつつ、信頼性の高い溶接部を形成することが可能な、溶接後の溶接部強度に優れるスポット溶接用鋼板、及び、溶接部の強度に優れるスポット溶接継手を提供する。
【解決手段】引張強さが400〜700MPa、母材の成分組成中におけるCの含有量が0.05〜0.12質量%の範囲であり、次式{Ceqt=C+Si/30+Mn/20+2P+4S}で表される炭素当量Ceqtが0.18質量%以上0.22質量%以下の範囲であるとともに、次式{Ceqh=C+Si/40+Cr/20}で表される炭素当量Ceqhが0.08質量%以上であり、さらに、当該鋼板の表面から3μmまでの範囲の深さにおいて、GDS分析法によって測定される平均酸素濃度OC(%)が次式{OC≦0.5}で表される範囲である
(もっと読む)
片側スポット溶接方法
【課題】3枚以上の金属板を片側スポット溶接により十分な強度で接合する。
【解決手段】一対の電極10,20の間に、上側の金属板1及び中間の金属板2を貫通するスリットSを設け、中間の金属板2のスリット2aの幅を、上側の金属板1のスリット1aの幅よりも小さくすることにより、スリット1aとスリット2aとの間に段差S0を設ける。
(もっと読む)
分離板型遠心分離機用分離板の製造方法
【課題】分離板型遠心分離機用分離板の製造方法の提供。
【解決手段】分離板2の円錐面の所定位置に、帯状の分離空間仕切突条部片を一体的に配設する工程においては、前記分離板の円錐面の外周に着脱自在に密嵌合する位置決用円錐面型50を用い、前記位置決用円錐面型50には、予め、前記円錐面21に密着嵌合させた際に前記分離板の所定位置に相応する相応所定位置部位に、前記分離空間仕切突条部片が前記円錐面に一体化される状態で嵌り込む当該分離空間仕切突条部片と同一形状の位置決め孔51を設けておき、前記位置決用円錐面型50を前記分離板2の円錐面に密着嵌合させた状態で、前記位置決め孔51に別体に形成された分離空間仕切突条部片を挿入し、前記円錐面に当該分離空間仕切突条部片を溶接により一体的に配設することを特徴とする。
(もっと読む)
インダイレクトスポット溶接方法
【課題】重ね合わせた金属板の総厚の如何にかかわらず、好適な碁石形ナゲットを安定して得ることができるインダイレクトスポット溶接方法を提供する。
【解決手段】インダイレクトスポット溶接法において、電極の加圧力および通電する電流値に関して、通電開始から3つの時間帯t1,t2,t3に区分し、最初の時間帯t1では、式中F1で表される加圧力F1(N)で加圧しかつ式中C1で表される電流値C1(kA)で通電したのち、次の時間帯t2では、式中F2で表される加圧力F2(N)で加圧しかつ式中C2で表される電流値C2(kA)で通電し、さらに次の時間帯t3では、式中F3で表される加圧力F3(N)で加圧しかつ式中C3で表される電流値C3(kA)で通電する。ただし、Tは、重ね合わせた金属板の総板厚(mm)である。
(もっと読む)
ティーチングデータ作成方法およびティーチングデータ作成装置
【課題】所定の製造ラインで作業される新たなワークに対し、この製造ラインの特性を考慮したティーチングデータを効率的に作成することを可能にする多関節ロボットのティーチングデータ作成方法およびティーチングデータ作成装置を提供すること。
【解決手段】ワークに設定された複数の作業点のそれぞれでエンドエフェクタにより作業を行う多関節ロボットのティーチングデータ作成方法において、ティーチングデータ供給対象の多関節ロボットが前記作業点のそれぞれに対して作業するときのエンドエフェクタの各姿勢の制御データを取得し(ステップS3)、制御データの中から、ティーチングデータ作成対象のワークに設定された作業点にほぼ一致する作業点を特定し(ステップS7)、当該作業点での前記エンドエフェクタの姿勢の制御データに基づいて前記ティーチングデータを作成する(ステップS9)ことを特徴とする。
(もっと読む)
溝付きスポット溶接電極を用いたスポット溶接方法
【課題】主筋側の異形棒鋼の伸び性を阻害することなく、主筋側の異形棒鋼とあばら筋側の異形棒鋼とを良好な溶着力で溶接可能なスポット溶接方法を提案すること。
【解決手段】鉄筋コンクリート用棒鋼として用いられる主筋側の異形棒鋼1とあばら筋側の異形棒鋼2を、異形棒鋼1の一方の縦リブ11に接するように異形棒鋼2を交差状態に重ね合わせ、これらの重ね合わせ位置を相互に溶接するスポット溶接方法において、主筋側の異形棒鋼1の他方の縦リブ12の側に押し付けられるスポット溶接用のスポット溶接電極3として、その先端面31が縦リブ12に掛からないように、当該先端面31に一定幅の溝32が形成されている溝付きスポット溶接電極を使用する。先端面31における溝32の両側の縁端部33a、34aを、異形棒鋼1の縦リブ12の両側から延びている竹節13、14の部位に押し付け、この状態でスポット溶接を行う。
(もっと読む)
スポット溶接装置
【課題】複数個のワークが積層されて形成された積層体に対してスポット溶接を施す際、ワーク同士の接触面にナゲットを十分に成長し得るスポット溶接装置を提供する。
【解決手段】スポット溶接装置を構成する溶接ガン14は、例えば、溶接チップとしての下チップ20及び上チップ22と、上チップ22を変位させる変位軸にブラケットを介して設けられた補助電極34a、34bとを具備する。これら補助電極34a、34bは、アクチュエータの作用下に、下チップ20に対して接近又は離間する方向に変位する。補助電極34a、34bは、下チップ20と上チップ22が積層体40aを挟持するとき、積層体40aの最外に配置された金属板46aに当接する。上チップ22から下チップ20へ向かう電流i1が流れる際、上チップ22から補助電極34a、34bへ向かう分岐電流i2が流れる。
(もっと読む)
スポット溶接装置
【課題】複数個のワークが積層されて形成された積層体に対してスポット溶接を施す際、ワーク同士の接触面にナゲットを十分に成長し得るスポット溶接装置を提供する。
【解決手段】スポット溶接装置を構成する溶接ガン14は、溶接チップとしての下チップ32及び上チップ36と、加圧部材38a、38bとを具備する。加圧部材は、ホルダ40に設けられたエアシリンダ46a、46bの作用下に変位する。加圧部材38a、38bは、下チップ32に接近するように変位した際、上チップ36とともに積層体70aの最外に配置された金属板76aに当接する。この際、上チップ36及び加圧部材38a、38bの加圧力(F1+F2+F3)は、下チップ32の加圧力(F4)と均衡するように制御される。この状態で、上チップ36から下チップ32への通電がなされる。なお、加圧部材38a、38bを下チップ32と同一極性の電極として構成してもよい。
(もっと読む)
91 - 100 / 540
[ Back to top ]