
国際特許分類[B23K20/26]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 加熱するかまたは加熱することなく,衝撃または他の圧力を加えることによる非電気的接合,例.クラッド法または被せ金法 (2,526) | 補助装置 (79)
国際特許分類[B23K20/26]に分類される特許
71 - 79 / 79
重合せ材料の端面接合方法

【課題】 溶融溶接手法を採用することなく、被接合材料の重合せ部の端面を効果的に接合し得る新規な方法を提供すること。
【解決手段】 金属板2a〜2cを重ね合わせて、その重合せ部4の端面において、それらを相互に接合せしめる方法にして、かかる重合せ部4を両側から拘束して保持する一方、その重合せ部4の端面に対して、金属板2a〜2cよりも硬質の押圧ピン8を押し付けつつ、重合せ部4に対して押圧ピン8を相対的に回転させることにより、重合せ部4の端面を擦って摩擦発熱させ、塑性流動を惹起せしめることによって、金属板2a〜2cをそれらの重合せ部4の端面において接合するようにした。
(もっと読む)
低炭素鋼と、高炭素鋼との溶接
溶接部(6、26)が、低炭素鋼の薄い肉盛溶接(4)を、少なくとも溶接部が形成される表面に沿って高炭素鋼を含有する基板(2)へ接合する。上記溶接部は、融接(融解)または固体状態拡散によって生じさせることができる。いずれにおいても、上記溶接部の周りの基板中に熱影響域(HAZ)(18、30)が形成される。上記HAZは、十分なオーステナイトおよび、ことによってはベイナイトも含有し、HAZを比較的延性があり、耐亀裂性がある状態とする。上記溶接部に隣接する領域においては、HAZは58HRCを超えない硬度を有する。上記溶接部は、高エネルギービームまたは抵抗溶接装置によって形成することができる。 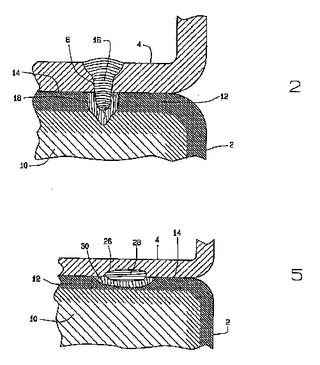 (もっと読む)
(もっと読む)
金属板材の熱接合装置及び熱接合方法
本発明は金属板材の熱接合装置及び熱接合方法に関し、その有利な点は、金属板材の酸化膜除去と接合とが同時に行え、かつ、金属板材に強い接合圧力を加えて金属板材間の接合力を強化できる点にある。本発明は、重なった金属板材が上下方向に圧縮され、かつ、シェービング金型にシェービング刃が形成されている点でも有利なものである。したがって、金属板材の移動と共に、その重なる表面の酸化膜が除去される。また、シェービング金型に空間が形成されていることによって、過剰素材と金属板材の重なる表面にある酸化膜とが除去されると同時に、強い圧力で金属板材が接合される。  (もっと読む)
(もっと読む)
摩擦攪拌接合で使用するための拡張式マンドレル

摩擦攪拌接合工具によって管(90)または他の弧状の表面の外側にかけられた圧力に対抗する力を提供するマンドレル(72)であって、マンドレル(72)はくさび(82)を使用することによって拡張可能であり、また、マンドレル(72)は、複数の摩擦攪拌接合ヘッドが弧状の表面上で同時に溶接を実施できるようにする。 (もっと読む)
ピストンおよびその製造方法
高荷重ディーゼルエンジンの用途のために特に適合されるピストンは、円周上に延在する接合面を有する別個の部分から製作され、接合面は、結合前に、接合面の結合が可能なほど十分な高温に加熱され、その後、接合面が互いに接触して捻じられ、接合面のインターフェイスにおいて恒常的な金属溶接を達成する。  (もっと読む)
(もっと読む)
スポット接合用摩擦撹拌接合装置
【課題】 接合ツールの磨耗を低減することができるスポット接合用摩擦撹拌接合装置を提供する。
【解決手段】 被接合物3に形成される被接合部分3aに接合ツール4を没入させる前に、被接合部分3aにレーザ光を照射させて、被接合部分3aを軟化温度に達するまで加熱させる。これによってツール没入直後の摩擦接触によってする被接合部分3aの加熱を、レーザ光による加熱で置き換えることができる。接合ツール4が被接合部分3aに接触する段階では、既に被接合部分3aは高温に加熱されて軟化している。したがって被接合部分から接合ツール4に与えられる抵抗力および衝撃力を小さくすることができる。このようにして接合ツール4、特に先端のピン部6にとって磨耗損失の点で最も過酷な接合初期の摩擦発熱過程をレーザ加熱で置き換えることで、接合ツール4に生じる磨耗を低減することができる。
(もっと読む)
絶縁被覆線の接合方法及び装置
複数の被覆線の端部(1a,1b)を拘束、又は加圧成形して密着させた後、端部より摩擦撹拌接合する。被覆は、撹拌部に分散し、被覆線同士の無剥離での接合が可能となる。 (もっと読む)
摩擦攪拌接合装置及び摩擦攪拌接合方法
摩擦攪拌接合装置及び摩擦攪拌接合方法
【課題】 高い接合速度でも、接合部の空洞欠陥や溝状欠陥の発生防止が可能、浅いアンダーカットの生成が可能、汎用の数値制御加工機を活用して構造と制御装置が簡単で、安価な摩擦攪拌接合装置の構築が可能な摩擦攪拌接合装置及び摩擦攪拌接合方法の提供を課題とする。
【解決手段】 裏当金3を含む被接合部材の支持テーブル25の支持面25usが、回転ツール7の回転軸7raに対して垂直な面と、回転ツール7の前進方向の前方が下がるような予め決められた所定の傾斜角θをなすように、傾斜・固定自在に設けたこと、さらには、回転ツール7の下方への押圧力F等による裏当金の上面の沈下量が0〜0.1mmの範囲でできるだけ小さくなるように、前記支持テーブル25を高い剛性の支持手段で支持をすることを解決手段とする。
(もっと読む)
71 - 79 / 79
[ Back to top ]