
国際特許分類[B23K9/12]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
国際特許分類[B23K9/12]の下位に属する分類
アーク溶接または切断中,加工線を追跡するための手段 (173)
電極送給手段,例.ドラム,ロール,モーター (102)
国際特許分類[B23K9/12]に分類される特許
81 - 90 / 568
突き合わせ溶接方法及び突き合わせ溶接装置
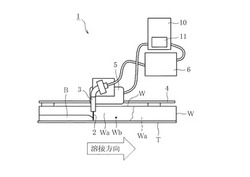
【課題】開先幅が変化したとしても、開先内に高さがほぼ一様な溶接ビードを形成したり、溶接金属を肉痩せなく盛ったりすることができる突き合わせ溶接方法及び突き合わせ溶接装置を提供する。
【解決手段】一対の鋼板W,Wの端面Wa,Wa間に形成される開先Wb内に溶接ワイヤ2を突出させる溶接トーチ3と、溶接トーチ3を開先Wbに沿って移動させる走行台車5と、溶接電源6と、制御部10を備え、溶接ワイヤ2に電源を供給して溶融させつつ走行台車5とともに溶接トーチ3を移動させて、開先Wb内に溶接ビードBを形成する突き合わせ溶接装置1において、制御部10に、溶接を行っている際の実行溶接電流値を計測する電流計測手段11を設けて、この電流値計測手段11で得られる実行溶接電流値と目標値の厚みの溶接ビードBが得られる設定電流値とを比較して、溶接ビードBの厚みを一定に保つべく、走行台車5の走行速度を決定する。
(もっと読む)
板状材料の溶断システム及び溶断方法

【課題】溶断後のノロ取りのための労力を軽減することが出来て、溝切断加工における溶断開始点及び溶断終了点における加工精度を向上すると共に、溶断するべき板状材料の曲がりや反りにも対処することが出来るような板状材料の溶断システム及び溶断方法の提供。
【解決手段】ガストーチを備えたガス溶断ユニット(2)と、プラズマトーチ(31)を備えたプラズマ溶断ユニット(溝切断ユニット3)と、板状材料(W)における溶断するべき位置(X方向位置、Z方向位置)を検出する計測装置(センサ5)と、プラズマトーチ(31)の位置(X方向位置、Z方向位置)及び垂直軸に対する傾斜角度を調節する調節装置(例えば、多軸ロボット6)と、制御装置(10)を備えている。
(もっと読む)
溶接装置を制御及び/又は調節するための方法並びに溶接装置
【課題】溶接プロ接中の熱入力を制御して薄板や低融点材料の消耗電極溶接などへ適用範囲を拡大する溶接装置を提供する。
【解決手段】少なくともいくつかの短絡段階33中に、溶接電流I及び/又は溶接電圧Uの極性が切り替えられ、溶接電流I及び/又は溶接電圧Uの振幅は所定値に調節され、溶接ワイヤ13の溶融と短絡ブリッジとをそれぞれ防止するが、溶接ワイヤ13を加工物16から持ち上げるときの電気アーク15の安全な再点火が、短絡段階33の終わりに又は電気アーク段階36の初めに、溶接電流I及び/又は補助電圧なしの溶接電圧Uのみによって電気アーク15を再点火することによって可能とする。
(もっと読む)
自動溶接装置
【課題】 案内レール装置の構成を単純化し、製作の手間、時間、コストを低減させる。
【解決手段】 可撓性を有する帯板状で幅方向の一端縁に全長に亘りラック4を刻設したレール部材3を長手方向に配列し、隣接するレール部材3の端部同士をレール接続兼設置台5のレール取付面15に取り付けると共に、レール接続兼設置台5に備えたマグネット16により溶接対象物6の表面に吸着させて、案内レール装置2を形成する。駆動モータ10により回転駆動可能なピニオン9を備えた走行台車7のピニオン9を、レール部材3のラック4に噛合させて、案内レール装置2に沿って走行可能とする。走行台車7に、溶接トーチ13を備えた自動溶接機12を搭載して自動溶接装置を構成する。レール部材3をレール接続兼設置台5の間で適宜撓ませて溶接対象物6の曲がった溶接個所に沿わせて配置させることで、専用の曲がり案内レールを不要にさせる。
(もっと読む)
溶接システム、溶接制御装置及び溶接異常の検出方法
【課題】溶接ロボットを用いて行う溶接において、溶接異常の検出を適切に行うこと。
【解決手段】溶接機器15によって溶接を行う溶接ロボット10と溶接機器15へ溶接電力を供給する電源部32とを制御部51によってそれぞれ制御する。また、溶接電流及び溶接電圧のうち少なくとも一方を含む溶接情報が所定の条件を満たす場合に、溶接機器15による溶接の異常状態を異常検出部52によって検出する。異常検出部52は溶接機器15による溶接の異常状態を検出する所定の条件を、制御部51の制御状態に応じて変更する。
(もっと読む)
溶接状況監視方法及び溶接状況監視装置
【課題】撮像手段の設置位置が不明な状況下でも、溶接状況を監視できるようにする。
【解決手段】本発明では、少なくとも撮像手段16の設置位置が不明な状況下で溶接ロボット1の先端部12aを撮像し、当該先端部12aが写り込んだ画像を取得する。画像上における先端部12aの位置である撮像先端部位置fPと、溶接ロボット1の先端部12aの位置である実先端部位置rPとを取得する。撮像先端部位置fPと実先端部位置rPとの関係を示す変換パラメータ(xc,yc,zc,αc,βc,γc)を求める。求めた変換パラメータ(xc,yc,zc,αc,βc,γc)を用いて、実先端部位置rPとカメラ座標で表現されたロボット先端部位置cPとを関係づける変換マトリックスcrTを求め、この変換マトリックスcrTを用いて、光軸がロボット先端を向くように撮像手段16を動かして溶接状況を監視する。
(もっと読む)
アーク溶接ロボット制御装置
【課題】
アーク溶接ロボットにおいてトーチ姿勢の教示が煩雑である。
【解決手段】
ロボット制御装置RCは、トーチTの姿勢を規定するトーチ姿勢ファイルを作成するCPUと記憶部を備える。トーチ姿勢ファイルは、溶接線上の教示点または溶接開始命令の1パラメータとして設定される。ロボット制御装置RCは、作業プログラムを再生する際、トーチ姿勢ファイルが設定された教示点、またはトーチ姿勢ファイルが設定された溶接開始命令が有効となる教示点におけるトーチ姿勢を算出する。角度パラメータを、作業プログラムとは別のファイルとすることで、一度教示したトーチ姿勢の再利用を可能とすると共に修正も容易となる。
(もっと読む)
交流パルスアーク溶接方法、交流パルスアーク溶接装置および交流パルスアーク溶接システム
【課題】ワークへの入熱の調整を適切に行うことができる交流パルスアーク溶接方法、溶接装置および溶接システムを提供する。
【解決手段】逆極性にてピーク電流Ippを通電するピーク期間Tppと逆極性にてベース電流Ibpを通電するベース期間Tbpとを含む逆極性パルスを第1の所定回数繰り返す逆極性期間と、正極性にてピーク電流Ipnを通電するピーク期間Tpnと正極性にてベース電流Ibnを通電するベース期間Tbnとを含む正極性パルスを第2の所定回数繰り返す正極性期間と、を1周期として繰り返して溶接を行うものであって、ピーク期間Tpnはピーク期間Tppより短く、ピーク電流Ipnの絶対値はピーク電流Ippの絶対値より小さいことを特徴とする。
(もっと読む)
ティーチングデータ作成方法およびティーチングデータ作成装置
【課題】所定の製造ラインで作業される新たなワークに対し、この製造ラインの特性を考慮したティーチングデータを効率的に作成することを可能にする多関節ロボットのティーチングデータ作成方法およびティーチングデータ作成装置を提供すること。
【解決手段】ワークに設定された複数の作業点のそれぞれでエンドエフェクタにより作業を行う多関節ロボットのティーチングデータ作成方法において、ティーチングデータ供給対象の多関節ロボットが前記作業点のそれぞれに対して作業するときのエンドエフェクタの各姿勢の制御データを取得し(ステップS3)、制御データの中から、ティーチングデータ作成対象のワークに設定された作業点にほぼ一致する作業点を特定し(ステップS7)、当該作業点での前記エンドエフェクタの姿勢の制御データに基づいて前記ティーチングデータを作成する(ステップS9)ことを特徴とする。
(もっと読む)
アーク溶接方法
【課題】 安定した溶接を行うことができるアーク溶接方法を提供すること。
【解決手段】 消耗電極15のうち溶接トーチに囲まれた部位の、上記溶接トーチから母材Wへ向かう速度V2(t)が正の値である前進送給期間Tw1と、速度V2(t)が負の値である後退送給期間Tw2と、からなる単位期間Twを繰り返すアーク溶接方法であって、速度V2(t)を一周期が単位期間Twである周期関数として、消耗電極15を送給する工程と、各前進送給期間Tw1において、消耗電極15を母材Wに短絡させる工程と、各後退送給期間Tw2において、消耗電極15と母材Wとの短絡を開放する工程と、を備える。このような構成によれば、安定した溶接を行うことができる。
(もっと読む)
81 - 90 / 568
[ Back to top ]