
国際特許分類[B23K9/12]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
国際特許分類[B23K9/12]の下位に属する分類
アーク溶接または切断中,加工線を追跡するための手段 (173)
電極送給手段,例.ドラム,ロール,モーター (102)
国際特許分類[B23K9/12]に分類される特許
71 - 80 / 568
多電極ガスシールドアーク自動溶接装置
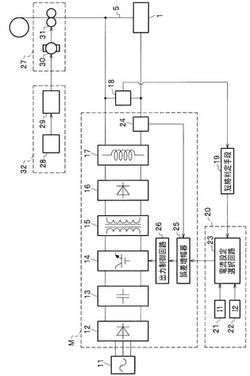
【課題】湯だまりの不安定化による溶接欠陥の発生を防止するとともに、ガスシールドアーク溶接の自動化に適合する多電極ガスシールドアーク自動溶接装置を提供することにある。
【解決手段】中間電極5と被溶接材料1との間の電圧を検知する電圧検知手段18と、前記電圧検知手段18により検知した電圧が入力され、短絡か否かを判定する短絡判定手段19と、電流値信号が外部より入力されるとともに、前記短絡判定手段19が短絡と判定した場合は、第1電流値I1を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力し、前記短絡判定手段19が短絡でないと判定した場合は、前記第1電流値I1より小さい第2電流値I2を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力する中間電極用電流設定手段20と、速度制御手段32と、電極送給手段27と、を備えることを特徴とする。
(もっと読む)
パルスTIG溶接ロボットの制御方法及び制御システム

【課題】パルスTIG溶接において、ベース電圧を利用した倣いができない。
【解決手段】
外部パルス信号受信判別器52はパルス信号のピーク電圧区間及びベース電圧区間を判定する。電圧抽出器53は設定された指定電圧区間における実溶接電圧V1をサンプリング周期毎に抽出する。差電圧算出器56は抽出した実溶接電圧V1の平均電圧値とアーク基準電圧との差を算出し、トーチ動作方向判定器57及びトーチ動作方向判定器57により、溶接トーチ11の動作方向とトーチ動作量を得る。ロボット制御装置20は溶接トーチ11とワークW間の距離を制御して倣い制御する。ピーク電圧区間だけでなく、ベース電圧区間を利用して倣い制御ができ、溶接環境に適応した倣いを行うことができる。
(もっと読む)
プラズマミグ溶接のアークスタート制御方法
【課題】アークスタート時のビード表面の黒い煤(スマット)の発生を抑制する。
【解決手段】溶接ワイヤを母材と一旦接触させた後に後退送給して引き離すことによって初期アーク電流が通電する初期ミグアークを発生させ、後退送給を継続してアーク長を長くすることによってプラズマアークを発生させ、それ以降は前進送給に切り換えると共にミグ溶接電流を通電して定常ミグアークへと移行させる。アーク長Laが第1基準距離Lt1に達するまでの期間(t3〜t31)中は電極マイナス極性の第1初期アーク電流Ii1を通電し、それ以降の期間(t31〜t4)中は電極プラス極性の第2初期アーク電流Ii2を通電する。|Ii1|>Ii2である。Ii1が通電するアークによって溶接ワイヤが溶融してアーク長Laは急速に長くなる。このために、ミグアークが単独で発生している期間を短縮することができるので、スマットの発生を抑制できる。
(もっと読む)
溶接用電源装置及び溶接機
【課題】設置状況に拘わらず、電極先端電圧の算出に用いる抵抗値及びインダクタンス値の測定を容易に行うことができる溶接用電源装置を提供する。
【解決手段】先端電圧の算出にかかる電極12の先端までの抵抗値及びインダクタンス値を測定する測定モードへの切り替えの際、トーチTHとワイヤ供給装置13の操作リモコン42とに備えられるトーチスイッチ41とインチングスイッチ42cとを組み合わせた規定操作を行うことで、その操作したスイッチ41,42cの本来の対応動作とは別にその測定モードへの切り替えが行われる。つまり、電極12の付近にあるこれらトーチTHや操作リモコン42のスイッチ41,42cの規定操作により、測定時に電極12の先端部分の状態を確認しながら測定を容易に実施でき、また電極12との距離が大きく離間するような電源装置11自体の設置状況であっても、その測定を容易に実施可能である。
(もっと読む)
溶接ワイヤ用スプール
【課題】溶接ワイヤの残量確認作業を容易にして、作業者の負担軽減及び溶接ワイヤの適切な管理を実現する。
【解決手段】溶接ワイヤが巻回される円筒状の胴部と、該胴部の両端に設けられた円板状のフランジ部とを備える溶接ワイヤ用スプールにおいて、少なくとも一方の前記フランジ部の表面には、径方向に沿って覗き孔が形成されていると共に、該覗き孔に隣接して前記溶接ワイヤの残量を示す記号が前記溶接ワイヤの種類毎に記されている。
(もっと読む)
消耗電極アーク溶接の溶着防止方法
【課題】 本発明では、消耗電極アーク溶接における溶接終了時の溶着防止を抑制する、溶着防止方法を提供する。
【解決手段】 溶接電源に溶接終了指令が入力されるとモータに停止指令を出力し、溶接ワイヤが停止したときのワイヤ燃え上がり高さが所定値になるように溶接電源の出力をアンチスチック制御する消耗電極アーク溶接の溶着防止方法において、前記アンチスチック制御が終了した時点から予め定めた溶着防止期間は、アンチスチック電圧より低い溶着防止電圧を出力し、前記溶着防止期間は、短絡電流が予め定めた短絡基準電流値未満のとき傾きが正の上昇特性となり、短絡基準電流値以上のとき傾きが零及び負のフラット特性となる外部特性を形成する、ことを特徴とする消耗電極アーク溶接の溶着防止方法である。
(もっと読む)
円筒部溶接形成方法および溶接装置
【課題】圧力容器の外周面に円筒部を形成する際に、効率良く肉盛溶接を行うことができる円筒部溶接形成方法および溶接装置を提供する。
【解決手段】圧力容器の外周面から突出する円筒部を、肉盛溶接により形成する円筒部溶接形成方法であって、形成される円筒部の軸方向は、円筒部の突出方向となっており、形成される円筒部の軸を中心として、円筒部の周方向に周回させながら、円筒部の径方向に移動させることで、圧力容器の外周面に渦巻状に肉盛溶接を行う渦巻肉盛溶接工程を備えた。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】 幅の均一なビードを形成できるアーク溶接方法およびアーク溶接システムを提供すること。
【解決手段】 消耗電極15と母材Wとの間にアークa1を発生させつつ消耗電極15から母材Wへ溶滴151を移行させる溶滴移行期間T1と、母材Wに形成された溶融池を冷却する冷却期間T2とを繰り返すアーク溶接方法であって、各溶滴移行期間T1中に、ピーク値ipで電流を流すピーク期間Tpとピーク値ipよりも小さいベース値ibで電流を流すベース期間Tbとを含む単位パルス波形の電流を、消耗電極15から母材Wへ繰り返し流す工程と、各冷却期間T2中に、溶接進行方向に、消耗電極15を母材Wに対し母材Wに沿って移動させる工程と、各溶滴移行期間T1におけるピーク期間Tpの回数が設定数に達したとき、当該溶滴移行期間T1を終了する工程と、を備える。このような構成によれば、各溶滴移行期間T1に母材Wに形成される各溶接痕の大きさを均一にすることができる。したがって、幅の均一なきれいなビードを形成することができる。
(もっと読む)
隅肉自動溶接装置及び隅肉自動溶接方法
【課題】特定の環境に限らず隅肉溶接範囲の始端や終端を確実に検出することができるようにすること。
【解決手段】板材A上を走行する台車3を有する溶接装置1に、板材Aと隅肉溶接する板材B上を転動するガイドローラ3h,3iの近傍に近接センサ3j、3kを設ける。また、台車3が走行する板材Aを検出する近接センサ3p,3qを台車3の側面3l,3mにそれぞれ設ける。各近接センサ3j,3k,3p,3qに、磁性体製の板材を検出する渦電流式センサを用いる。近接センサ3p,3qのどちらかが板材Aを検出しなくなるか、あるいは、近接センサ3j,3kのどちらかが板材Bを検出しなくなると、溶接トーチ5による溶接を停止する。但し、近接センサ3p,3qが共に板材Aを検出している間は、台車3の走行を継続させる。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】溶接スタート時から溶接終了時まで良好な溶接を行うことができるアーク溶接方法を提供すること。
【解決手段】第1期間T1と第2期間T2とを交互に複数回繰り返す初期工程と、上記初期工程の後に、消耗電極と母材との間にアークを発生させつつ上記消耗電極から上記母材へ溶滴を移行させる定常工程と、を備え、上記初期工程は、各第1期間T1中に、上記母材に沿った溶接進行方向における、上記母材に対する上記消耗電極の速さである移動速さVvが第1速さv1である状態で、上記アークを発生させつつ上記消耗電極から上記母材へ溶滴を移行させる第1工程と、各第2期間T2中に、移動速さVvを第1速さv1より大きい第2速さv2として、上記消耗電極を上記母材に対して移動させる第2工程と、を含み、上記定常工程においては、移動速さVvを第1速さv1より大きい定常速さv4として、上記消耗電極を上記母材に対して移動させる。
(もっと読む)
71 - 80 / 568
[ Back to top ]