
国際特許分類[B23K9/167]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834) | 非消耗電極を用いるもの (193)
国際特許分類[B23K9/167]に分類される特許
51 - 60 / 193
2電極アーク溶接装置及び2電極アーク溶接方法
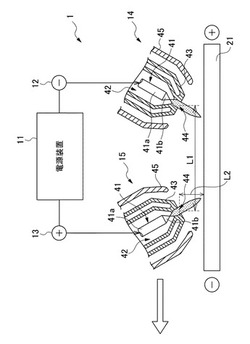
【課題】2本の非消耗式電極を用いて、溶け込み性能を向上させた溶接を行うこと。
【解決手段】2電極アーク溶接装置1において、電源装置11は、正極電圧と、正極電圧とは電位が異なる逆極電圧を出力する。正極用アークトーチ14の非消耗式電極41は、電源装置11から出力された正極電圧が印加され、アークを発生させる。逆極用アークトーチ15の非消耗式電極41は、電源装置11から出力された逆極電圧が印加され、アークを発生させる。正極用アークトーチ14及び逆極用アークトーチ15の両端間の距離であるアーク間距離L1は、両者の間でアークが発生しない最低距離(アーク間臨界距離)以上となっている。
(もっと読む)
薄板金属の溶接継手および溶接方法

【課題】溶接部近傍で溶接部材を板厚方向に固定する固定冶具を必要とすることなく、溶接中の熱変形によっても溶接部材の目違いが生じることのない薄板金属の溶接継手および溶接方法を得る。
【解決手段】溶接部材である薄板金属1の一辺に周期的に切り込みを入れ、切り込みフィン2を形成する。前記のように形成された薄板金属1の切り込みフィン2を、互い違いに組み合わせて溶接部を形成し、片面からTIG溶接用トーチ等の溶接熱源3によって加熱する。
(もっと読む)
中空電極及びそれを用いる非消耗電極式ガスシールドアーク溶接方法
【課題】従来のTIG溶接では困難であった高電流による深い溶け込みの溶接ビードが得られるようにする。
【解決手段】電極の内外に不活性ガスを主成分とするガスを流しながら、該電極先端からアーク放電を行って母材を溶接するTIG溶接に用いる中空電極16において、前記電極の先端部周囲に、中心軸に対して傾斜したテーパ部16Aが形成されていると共に、該テーパ部の先端に、径方向に連続する溝部16Bが、該先端部周囲の1箇所又は、対向する2箇所に形成されている。
(もっと読む)
薄板部材の溶接方法、およびその方法を用いた缶体の製造方法
【課題】金属性薄板部材同士の溶接時、余分な部品を必要とせず作業性を向上させて溶接部の品質を向上させ、応力集中部のないビード形状を得ることの出来る溶接方法を提供する。
【解決手段】第1の薄板部材1の一端にはL字型端部1aが形成され、第2の薄板部材2の一端にはL字型端部2aに延伸して形成された冠部2bが設けられ、両L字型端部1a、1bの端部面1c,2cが接し、前記冠部2bが第1の薄板部材のL字型端部1aを覆って冠部20がかしめ加工され突き合わせ部20が形成された後、この突き合わせ部が溶融される。
(もっと読む)
パルスアーク溶接方法及び溶接装置
【課題】狭隘部でも支障なく溶接を可能とするパルスアーク溶接方法及び溶接装置を提供する。
【解決手段】非消耗電極1と、該非消耗電極に対して平行又は略平行にフィラワイヤ2を送給するワイヤ送給装置5と、前記非消耗電極にアーク電流を印加するアーク電源4と、該アーク電源と前記ワイヤ送給装置を制御する主制御装置9を具備し、該主制御装置は前記非消耗電極にベース電流とアーク電流とを交互に印加し、前記フィラワイヤをベース電流の時に送給する様制御する。
(もっと読む)
閉止水栓のシール座面を加工する方法および装置
本発明は、発電設備や産業設備(2)に組み付けられた閉止水栓(6)の、接続管(8a,b)の端部(26)に配置されたシール座面(24a,b)を加工する方法に関するものであり、次の各ステップを有している。すなわち、a)水栓上側部分(16)とハウジング取付部品(32)が閉止水栓(6)のハウジング(10)から取り外され、それによってハウジング開口部(14)が解放され、b)軸受支持部(56)を有するクランプ装置(40)がハウジング開口部(14)を通して接続管または別の接続管(8a,b)へ挿入されて、その内壁(50)に固定され、c)ハウジング開口部(14)を通して軸受(64)を担持する加工機械(58)がハウジング(10)の中に挿入されて、軸受(64)により軸受支持部(56)に支承され、d)加工機械(58)によってシール座面(24a,b)で加工ステップ(B1−4)が実施され、e)加工機械(58)が軸受支持部(56)から外されて、ハウジング開口部(14)を通して取り出され、f)必要に応じてステップc)からe)が別の工作機械もしくは同じ工作機械(58)で反復され、g)クランプ装置(40)が接続管(8a,b)から外されて、ハウジング開口部(14)を通して取り出され、h)水栓上側部分(16)と取付部品(32)がハウジング(10)に取り付けられる。発電設備や産業設備(2)に組み付けられた閉止水栓(6)の、接続管(8a,b)の端部(26)に配置されたシール座面(24a,b)を加工する装置は、閉止水栓(6)のハウジング開口部(14)を通って接続管または別の接続管(8a,b)へ挿入可能であるクランプ装置(40)を含んでおり、該クランプ装置は軸受支持部(56)と、接続管(8a,b)の内壁(50)と協働する固定部材(47)とを含んでおり、シール座面(24a,b)で加工ステップ(B1−4)を実行するためにハウジング開口部(14)を通してハウジングへ挿入可能な少なくとも1つの加工機械(58)を有しており、加工機械(58)は軸受支持部(56)で支承可能な軸受(64)を有している。 (もっと読む)
筺体における突合せ部位の接合構造および突合せ部位の接合方法
【課題】厨房機器を構成する調理庫等の筺体を構成する各パネル同士の互いの突合せ部位を溶接して接合する際に、当該突合せ部位にフィラを供給することなく溶接することができる手段を採用して、各パネル同士の突合せ部位の筺体内側からの自動溶接を可能として、溶接の作業工程や接合部位の品質に関わる問題に対処する。
【解決手段】筺体であるケース10を構成する各パネル11,12同士の突合せ部位である各外側フランジ部11b,12b間にプレート14を介在させて、プレート14の先端部を突合せ部位からケース10内側へ所定長さ突出し、当該突出部位をケース10の内側から自動溶接して、当該突合せ部位に溶接面が滑らかな溶接部を形成して当該突合せ部位を接合する。
(もっと読む)
溶接の方法
【課題】水素脆化を避けてルートパス溶接の良好な溶け込みが得られる、自動ガスタングステンアーク溶接方法を提供する。
【解決手段】面取りされた工作物12を前準備し;溶接収縮による工作物間の有害圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有する開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;1乃至10%の水素及び釣り合わされた不活性ガスを含む遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用したルートパス溶接で、隣接した工作物12の開かれているルート領域を融接し;次に、水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用し、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる。
(もっと読む)
制御装置の端子と回路導体の溶接方法
【課題】FET等の電子部品の端子とバスバー等の回路導体とを超小型のTIG溶接機で電子部品の破壊を防止しつつ簡単かつ確実に低コストで溶接することができる制御装置の端子と回路導体の溶接方法を提供する。
【解決手段】複数の端子11を有した電子部品10′の端子11と回路導体22とを超小型のTIG溶接機1′の一方の電極4からの溶接アーク9により溶融して接合するようにした制御装置に用いる電子部品10′の端子11と回路導体22の溶接方法であって、電子部品10′の複数の端子11の全ての端子を、他方の電極を兼用したアースクランプ治具6で挟んで全ての端子11が同電位になる状態とした後で、溶接する端子11と回路導体22とをアースを取りながらアーク溶接する。この際、複数の端子の各端子間の距離が離れるように予め形成しておいた電子部品を用いると良い。
(もっと読む)
制御装置の端子の溶接方法
【課題】他部品への熱影響を抑制しながら、電源回路用の端子のように幅の広い端子を接続する場合にもマイクロスポットTIGを溶接適用することができる制御装置の端子の溶接方法を提供する。
【解決手段】2枚の幅広帯板状の端子11,21の先端部11a,21aを互いに重ね合わせた状態でマイクロスポットTIG溶接により接合するに際し、端子11,21の先端部11a,21aを、該端子11,21の幅方向の中間部に先端部の端縁からスリット11b,21bを入れることで、マイクロスポットTIG溶接が可能な幅の複数の小幅状先端部に分割し、各小幅状先端部ごとに電極101を近づけてマイクロスポットTIG溶接を施すことにより、両端子11,21の先端部11a,21a同士を溶融して接合する。
(もっと読む)
51 - 60 / 193
[ Back to top ]