
国際特許分類[B23K9/167]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834) | 非消耗電極を用いるもの (193)
国際特許分類[B23K9/167]に分類される特許
71 - 80 / 193
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物
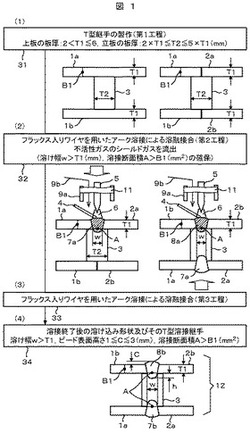
【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
機械構造用部品及びその製造方法

【課題】簡易な方法で効果的に高剛性化を図ることができる機械構造用部品及びその製造方法を提供すること。
【解決手段】機械構造用部品は、鉄鋼材料よりなる基材2と、基材2の表面20に肉盛溶接用原料を供給して溶接することにより形成してなる1層又は複数層の肉盛溶接層31を備えた肉盛溶接部3とを有してなり、肉盛溶接層31は、純鉄又は鉄合金よりなるマトリックス相中に、4A族元素、5A族元素、6A族元素及びFeから選択される1種以上の元素を含むホウ化物又は/及びその複合化物を体積率で10〜70%分散させた高剛性鋼よりなると共に、基材2よりもヤング率が高い。
(もっと読む)
電子部品の製造方法、アーク溶接装置、及びアーク溶接方法
【課題】1台のアーク溶接装置で導線の一端部を一の端子金具にアーク溶接すると同時に導線の他端部を他の端子金具にアーク溶接することができる電子部品の製造方法、アーク溶接装置、及びアーク溶接方法の提供。
【解決手段】アーク電流供給装置10はマイナス電極とグランド電極とを有し、マイナス電極には第1トーチ電極12Aが電気的に接続されている。グランド電極には第2トーチ電極17Aが電気的に接続されている。電子部品の製造方法では、第1トーチ電極12Aを巻線103の一端103Cに対向させると共に第2トーチ電極17Aを巻線103の他端103Dに対向させるトーチ対向工程を行う。次に、第1トーチ電極12Aから巻線103の一端103Cに対してアーク放電をすると同時に第2トーチ17の第2トーチ電極17Aから巻線103の他端103Dに対してアーク放電をする。
(もっと読む)
ジルコニウム(Zr)製ベローズ
【課題】過酷な成形加工に耐えるジルコニウム(Zr)製薄肉パイプを造管し、これまで存在していない、耐食性の優れたジルコニウム製の液圧成形もしくは、ロール成形ベローズを提供する。
【解決手段】ジルコニウム製薄肉ベローズを成形するため、使用されるジルコニウム製薄肉溶接パイプの造管過程において、溶接金属及び熱影響範囲での酸素プラス窒素の含有量の増加を、100ppm以下に抑制することより、ジルコニウム製ベローズの液圧成形もしくはロール成形を可能とした。
(もっと読む)
高クロムフェライト系ステンレス鋼材の溶接方法
【課題】板厚が薄い高クロムフェライト系ステンレス鋼材を、裏側ガスシールドなしでティグ溶接した場合であっても、鋭敏化を伴わず、溶着金属部分においても優れた耐食性を得ることができる高クロムフェライト系ステンレス鋼材の溶接方法を提供する。
【解決手段】板厚が1.2mm以下の高クロムフェライト系ステンレス鋼材を、裏側のガスシールドなしでティグ溶接するに当たり、溶加材として、Nb:0.3〜1.0%を含有するニオブ含有オーステナイト系ステンレス鋼ワイヤを使用する。
(もっと読む)
溶接継手及びその製造方法
【課題】排気2重管とフランジとからなる溶接継手において、内管の端面の溶断を防止できる溶接継手及びその製造方法を提供する。
【解決手段】内管2及び外管3で構成される排気2重管1と板状のフランジ4とからなる溶接継手において、内管2の端面2aを外管3の端面3aよりも管軸1a方向内側に配置して内管2の端部2bと外管3の端部3bを少なくとも1箇所溶接W1し、外管3の端部3bをフランジ4の貫通孔4aに嵌合して貫通孔4aの内面と全周溶接し、全周溶接により形成された溶接ビードW2が内管2の端面2aと離間している。
(もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物
【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
パルスTIG溶接ロボットの制御方法及びパルスTIG溶接ロボットの制御システム
【課題】
実アーク電圧のピーク領域のみを使用するとともに、ピーク領域ではPI制御を行い、ピーク領域でない領域ではI制御を行うことにより、溶接トーチとワーク間を一定に保つことができるパルスTIG溶接ロボットの制御方法及びパルスTIG溶接ロボットの制御システムを提供する。
【解決手段】
TIGアークセンサ50はピークベース判定電圧以上のピーク側電圧領域にある実アーク電圧を制御周期毎に抽出して実アーク電圧のピーク電圧の平均電圧を算出し、制御周期毎に平均電圧とアーク基準電圧との差電圧に基づきトーチ動作方向を決定する。前記アークセンサは、制御周期毎に抽出した実アーク電圧がピーク領域にあるか否かの判定に応じて差電圧とトーチ動作方向に基づき、PI制御又はI制御で溶接トーチ11の動作量を算出する。ロボット制御装置20はその結果に基づき溶接ロボット10を制御する。
(もっと読む)
燃料電池用改質器の製造方法
【課題】安定した品質の燃料電池用改質器を、作業性よく経済的に製造可能な燃料電池用改質器の製造方法を提供する。
【解決手段】それぞれ正面視して長方形状の第1、第2の扁平皿形容器11、12の周縁に設けられた鍔部15、16を仕切り板17を介して重ね合わせたケーシング10が複数並べられ、ケーシング10内には改質材が配置され、しかも第1、第2の扁平皿形容器11、12の傾斜部18〜21に設けられた接続用配管22〜25に連結用配管44〜47を接続した燃料電池用改質器の製造方法において、接続用配管22〜25の一端部と連結用配管44〜47の一端部には、それぞれフランジ28、48が設けられ、各フランジ28、48を当接させてその各側端の位置を合わせ、位置合わせしたフランジ28、48の側端を溶加金属無しで溶接する。
(もっと読む)
金属物品を処理する方法及びその処理方法により製造した物品
【課題】金属物品を処理する方法及びその処理方法により製造した物品を提供する。
【解決手段】金属物品を処理する本方法は、表面を備えた物品上にクラッディング(2)を融接するステップと、クラッディング(2)を圧縮硬化深さ処理加工するステップとを含むことができる。クラッディングの外表面から測定した平均圧縮硬化深さは、該クラッディングの厚さよりも大きくすることができる。本明細書に含まれるのはまた、本方法により製造した物品である。
(もっと読む)
71 - 80 / 193
[ Back to top ]