
国際特許分類[B23K9/167]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834) | 非消耗電極を用いるもの (193)
国際特許分類[B23K9/167]に分類される特許
21 - 30 / 193
缶体の製造装置およびその製造装置を用いた缶体の製造方法
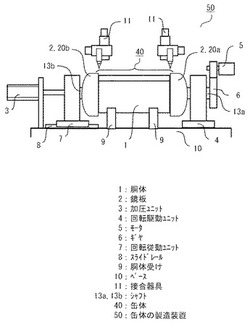
【課題】缶体の製造時、胴体と鏡板との接合部の仮止め溶接を不要とし、接合部を密に当接した状態を保持し、溶接器具配置の空間を充分に備えた製造装置を提供する。
【解決手段】胴体1の両側に設けた鏡板2に配置された各矯正用リング21の段付き部21aに、鏡板2の立ち上げ部後面2bを当接し、鏡板2の立ち上げ部前面2cと胴体1の立ち上げ部前面1bとを加圧ユニット3の加圧力により密に突き合わせ、矯正用リング21を横方向駆動ユニット22により突き合わせ部12から離脱後、回転駆動ユニット4により、胴体1、鏡板2、各矯正用リング21を一体的に回転する。
(もっと読む)
TIG溶接装置

【課題】これらの課題を解決する手段として、円筒鞍型圧力容器の貫通穴の開先斜面に対して溶接トーチが傾斜し溶接することで、アーク溶接中の溶融池が重力影響を受けにくく安定した溶接ビート形成するように構成するTIG溶接装置を提供することにある。
【解決手段】円筒鞍型形状圧力容器と、該容器の貫通穴と管台とを溶接する、傾斜面の開先内3次元溶接において、開先傾斜面に対して溶接トーチ(4)を傾けることのできるTIG溶接装置であって、開先傾斜角度に対してモータを駆動源とし、平行リンク機構部(A)を設け、溶接トーチ(4)を傾けることが可能な傾斜駆動手段(15)を設けたことを特徴とするTIG溶接装置である。
(もっと読む)
電池の製造方法及び電池
【課題】薄めの板材にて電池筐体の缶体や蓋体を構成する場合でも、溶接作業における溶加材の流出を効果的に防止できるようにする。
【解決手段】金属板にて有底筒状に形成された缶体1の開放面側の端部に、金属板にて平板状に形成された蓋体2の端部を溶接して電池筐体BCを作製する電池の製造方法において、缶体1の開放面側の端部と蓋体2の端部との接合部において、夫々の先端から設定距離離れた位置で缶体1と蓋体2とが接触し、且つ、その接触部分から先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に加工し、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、缶体1の開放面側の端部と蓋体2の端部とを溶接する。
(もっと読む)
溶接方法および構造物
【課題】応力腐食割れおよび溶接割れの双方の防止を図った溶接方法および構造物を提供する。
【解決手段】一態様に係る溶接方法は,Cr量25質量%以下のNiを主成分とするNi基耐熱超合金からなる第1の溶接材料を用いて,母材を溶接して溶接部を形成する工程と,Cr量30質量%を越えるNiを主成分とするNi基耐熱超合金からなる第2の溶接材料を用いて,前記溶接部上を溶接する工程と,を具備する。
(もっと読む)
異材接合方法
【課題】アルミニウム合金材と鋼材との異材接合にTIG溶接を適用するに際して、「湯別れ」を防止して、高い接合強度を有する異材溶接継手(異材接合部)が得られる異材接合方法を提供することにある。
【解決手段】アルミニウム合金材11と鋼材12とをTIG溶接にて異材接合するに際し、先端部が電極中心軸6に対して斜め切りされた先端面2を有するタングステン電極1を用い、このタングステン電極の前記先端面2の側をアルミニウム合金材11側に向かわせるとともに、その先端2aが鋼材側に尖るように、アルミニウム合金材11の上方側から溶接線に向かわせ、このタングステン電極先端2aからのアーク3が鋼材12側に指向するようにする。
(もっと読む)
ホットワイヤ溶接方法
【課題】ホットワイヤ溶接における送給ワイヤの母材衝突による負影響を機器的手法を導入して回避又は緩和し溶接状態を安定化維持する。
【解決手段】本発明方法を実施するためのホットワイヤ溶接装置Xが、溶接トーチ1とワイヤトーチ2との連結部3に、弾性的なスライド機構Sを付設して該ワイヤトーチ2を可動保持している。弾性的なスライド機構Sは、コイルばねその他の付勢手段〔図示省略〕を有しており、加熱不足ワイヤ(W)の母材衝突による反力又は衝撃負荷を吸収して反動的に母材Mから遠ざかる後退動作と、除荷後の定位置へ戻る弾性復帰動作をおこなうものとしている。これにより、硬い加熱不足ワイヤ(W)が溶融プールPに突入して母材衝突した際にワイヤトーチ2を応動させ、適正溶融状態を確保するようにしている。
(もっと読む)
溶接方法及び溶接装置
【課題】高いアスペクト比の溶接部が形成できるアーク溶接装置を提供する。
【解決手段】本明細書に開示するアーク溶接装置は、一方の電極11と、他方の電極12と、一方の電極11と他方の電極12に接続された母材20との間に形成されるアーク領域13の母材側の部分の周囲からアーク領域13の中心部に向かって第1シールドガスを流し、アーク領域13の中心部の圧力とアーク領域外の圧力との比を70以上5000以下にする第1ガス供給部15と、を備える溶接装置。
(もっと読む)
パルスTIG溶接ロボットの制御方法及び制御システム
【課題】パルスTIG溶接において、ベース電圧を利用した倣いができない。
【解決手段】
外部パルス信号受信判別器52はパルス信号のピーク電圧区間及びベース電圧区間を判定する。電圧抽出器53は設定された指定電圧区間における実溶接電圧V1をサンプリング周期毎に抽出する。差電圧算出器56は抽出した実溶接電圧V1の平均電圧値とアーク基準電圧との差を算出し、トーチ動作方向判定器57及びトーチ動作方向判定器57により、溶接トーチ11の動作方向とトーチ動作量を得る。ロボット制御装置20は溶接トーチ11とワークW間の距離を制御して倣い制御する。ピーク電圧区間だけでなく、ベース電圧区間を利用して倣い制御ができ、溶接環境に適応した倣いを行うことができる。
(もっと読む)
TIG溶接方法およびその装置
【課題】より高いアスペクト比の溶接部断面形状を得ることができ、更に溶接アークの放射熱により永久磁石が過熱することを防止できるTIG溶接方法およびその装置を提供する。
【解決手段】被接合物5と溶接トーチ3の電極4との間にアーク放電させて溶接アーク8を発生させ、永久磁石7により溶接アーク8の周囲に磁界を発生させ、磁界と電流との電磁気的相互作用により生じる電磁力を、被接合物5の溶融部17に作用させ、接合するTIG溶接方法において、永久磁石7を溶接トーチ3の電極4の周囲に配列し、永久磁石7を移動して磁界を変動させることにより溶融部17にかかる対流駆動力を変化させて溶接することを特徴とするTIG溶接方法。
(もっと読む)
薄板部材の溶接方法、およびその溶接方法を用いた缶体の製造方法
【課題】金属性薄板同士の溶接時、余分な専用工具を必要とせず作業性を向上させて溶接部の品質を向上させ、応力集中部のないビード形状を得ることのできる溶接方法を提供する。
【解決手段】第1の薄板部材1の一端にはL字型端部1aが形成され、第2の薄板部材2の一端にはL字型端部2aに延伸して形成されたひさし部2bが設けられ、両L字型端部1a、2aの接触面1c、2cが接し、前記ひさし部2bが第1の薄板部材1のL字型端部1aの頂部1bと所定の隙間Gを設けて覆うことで突き合わせ部20を形成され、加熱によって突き合わせ部20が溶融される。
(もっと読む)
21 - 30 / 193
[ Back to top ]