
国際特許分類[B23P19/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | ある程度の変形を伴うかどうかに関わらず,金属部品または金属対象物,または金属と非金属とによりなる部品を単に一体に結合または分離するための機械 (1,498)
国際特許分類[B23P19/00]の下位に属する分類
プレスばめによる対象物結合用,またはプレスばめ取外し用 (303)
部品の組立て用,または分解用 (562)
結合する部品を整列させる
国際特許分類[B23P19/00]に分類される特許
591 - 600 / 633
ホイールの製造システム
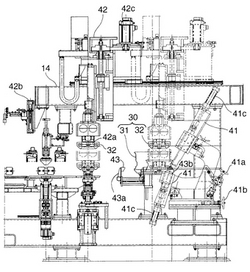
【課題】 バルブ穴位置を所定の位置に保持しつつステーション間にワークを搬送でき各ステーションの工程を実行することができるホイールの製造システムの提供。
【解決手段】 バルブ穴コインおよびディスク・リム仮嵌入ステーション14内に、リムをクランプするリムクランパー43とバルブ穴コイン機41とディスク・リム仮嵌入機42とを配置し、リムクランパー43によりリムをクランプしたまま、バルブ穴コイン機41によるリムバルブ穴のコインとディスク・リム仮嵌入機42によるディスク・リム仮嵌入を行うようにして、バルブ穴コイン工程とディスク・リム仮嵌入工程を、同一ステーション内に統合したホイールの製造システム。
(もっと読む)
構造物の結合位置合わせ装置および構造物の結合位置合わせ方法

【課題】 機体部分の組み合わせ位置精度を向上させるとともに、組み合わせ・結合に要する時間を短縮することができる構造物の結合位置合わせ装置および構造物の結合位置合わせ方法を提供する。
【解決手段】 一の構造物MB2を支持するとともに所定方向に駆動制御可能な複数の支持部3aと、支持部3aに支持された一の構造物MB2および他の構造物MB1の位置情報を取得する計測部4,5a,5cと、取得された位置情報に基づいて、一の構造物MB2を他の構造物に結合させるときの一の構造物MB2の結合位置情報を算出する演算部7と、算出された結合位置情報に基づいて、一の構造物MB2を支持する複数の支持部3aを駆動制御する制御部8と、を有し、結合位置情報が、一の構造物MB2を他の構造物MB1に結合させたときの設計上の一の構造物MB2の設計位置情報との差が最も小さくなる位置情報であることを特徴とする。
(もっと読む)
ICタグ付き機械部品のICタグ利用方法
【課題】 機械部品に取付けられたICタグを、固定識別や製造履歴の管理の以外に、組立工程における機械部品の判別に利用できる方法を提供する。例えば、表裏判別や、左右の取付位置の判別、厚さ選別、マッチング、多品種同ライン生産等に利用する。
【解決手段】 表裏の区別があるシール5において、非接触交信型のICタグ6を、表側からの交信と裏側からの交信とで交信状態に差が生じるように取付ける。ICタグ6への交信により、シール6の表裏判別を行う。左右のシール5が、互いに異なるものである場合は、左右のシール5の判別にICタグ6を利用しても良い。
(もっと読む)
オイルリング組付け用マガジン装置
【課題】 本発明は、オイルリングの径に対するマガジンの外径調節を迅速に行うことができるオイルリング組付け用マガジン装置を提供することを課題とする。
【解決手段】 第1マガジン装置117は、ピストンを保持するカップ201と、このカップ201を保持する脚状のベース部材202と、両端の端部材203,204にスライド可能に嵌めたガイドバー205と、ガイドバー205に取付けた外径設定バー207と、端部材203,204にスライド可能に嵌合した中央ロッド214と、中央ロッド214に固定した錐体状の拡径カム部材215,215と、拡径カム部材215に当接したレバ218と、原点復帰スプリング219と、引張りばね部材223と、掛止部材228および止め部材231と、ピストン嵌合部234に、オイルリングを供給する際に嵌合する供給ガイド部材235と、を備える。
(もっと読む)
ピストンリング組付け装置
【課題】 本発明は、オイルリングなどのピストンリングを装置に供給する供給作業に手間がかからず、供給する際の装置の停止時間を短縮し、積層した場合に下になったオイルリングの変形を防止するピストンリング組付け装置を提供する。
【解決手段】 ピストンリング組付け装置41は、オイルリング用ツインマガジン装置87を備えたオイルリング組付けステーション46を備える。オイルリング用ツインマガジン装置87は、ピストン11を載せてオイルリング24を組付ける稼働マガジン(第1マガジン装置)117と、この稼働マガジン117に対して並列に配置し供給されたオイルリング24を保持して待機する待機マガジン(第2マガジン装置)118と、これらの待機マガジン118と稼働マガジン117との間の中央を中心121に旋回させるマガジン交換装置86と、を備える。
(もっと読む)
ワークの自走台車及び自動受渡し機構部を有するワーク搬送装置及びその使用方法
【課題】所望のワーク処理を行う対象プロセスにワークを自走及び自動受渡ししてワークの効率的処理を行う簡便構造のワークの自走台車及び自動受渡し機構部を有するワーク搬送装置及びその使用方法を提供する。
【解決手段】対象プロセス3と関連して配置されているレール5上にはワーク4を搭載するコンベアを載置する自走台車1が設けられワーク4の自走を行う。レール5の両側にはリフタ7やコンベア30を有する自動受渡し機構部2が設けられる。ワーク4は自走台車1のコンベア22から自動受渡し機構部2のコンベア30に自動受渡しされて対象プロセス3内に導入されて処理される。
(もっと読む)
ピストンリング組付け用マガジン装置
【課題】 本発明は、ピストンリングの径に対するマガジンの外径調節を迅速に行うことができるピストンリング組付け用マガジン装置を提供することを課題とする。
【解決手段】 第3マガジン装置122は、ピストン11を保持するカップ295と、このカップ295を保持する脚状のベース部材202と、両端の端部材203,204にスライド可能に嵌めたガイドバー205と、ガイドバー205に取付けた外径設定バー207と、端部材203,204スライド可能に嵌合した中央ロッド214と、中央ロッド214に固定した錐体状の拡径カム部材215,215と、拡径カム部材215に当接したレバ218と、原点復帰スプリング219と、引張りばね部材223と、掛止部材228および止め部材231と、を備える。
(もっと読む)
薄板リングの切出し装置
【課題】リングを1枚ずつ確実に切り出すことを簡単な構成で実施でき、かつ品種の交換に簡単に対応することができる薄板リングの切出し装置を提供する。
【解決手段】サイドリング23をマガジン部の外周に積層状態で取り付け、サイドリング23をマガジン部の軸方向へ押出して先頭の1番サイドリング23Aをマガジン部の先端部32から切り出し、2番サイドリング23Bはマガジン部に残す如くにサイドリング23を1枚ずつ切り出す装置である。1番サイドリング23Aを切出し位置P3まで送り出した際に、1番サイドリング23Aを2番サイドリング23Aへ向けて押圧し、かつ1番サイドリング23Aを2番サイドリング23Bから切り出すことを許容する押圧手段35を備える。
(もっと読む)
コネクティングロッド軸受メタル確認装置
【課題】クランクシャフトにコネクティングロッドが取り付けられた状態で、クランクシャフトのクランクピンとコネクティングロッドのクランクピン孔との間に軸受メタルが装着されていることを確認できるコネクティングロッド軸受メタル確認装置を提供する。
【解決手段】コネクティングロッド110が組み付けられているクランクシャフト100を保持し、クランクピンの中心とピストンピン孔117の中心とを結ぶ直線に沿ってコネクティングロッド110を往復移動させ、その移動量を測定する。そして、測定した移動量が予め設定されている基準値よりも大きい場合に、軸受メタル120が未装着であると判断する。
(もっと読む)
オイルリングの切出し方法
【課題】リングの切出しを検知することができるオイルリングの切出し方法を提供する。
【解決手段】1番オイルリングの外周に接するようにレーザービームを投光し、レーザービームを受光する工程ST01と、1番オイルリングが2番オイルリングから離れる直前のオフセット位置まで送り出す工程ST02と、オイルリングの送出し中に1番オイルリングを切り出す工程ST03と、レーザービームの受光量の急激な変化を検知する工程ST04と、レーザービームの受光量が急激に変化したとき、送出しを停止する工程ST05と、停止した際の2番オイルリングの位置と、オフセット位置との差を求める工程ST06と、求めた差を送出し量として2番オイルリングをオフセット位置まで送り出す工程ST07とからなる。
(もっと読む)
591 - 600 / 633
[ Back to top ]