
国際特許分類[B23P19/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | ある程度の変形を伴うかどうかに関わらず,金属部品または金属対象物,または金属と非金属とによりなる部品を単に一体に結合または分離するための機械 (1,498) | 部品の組立て用,または分解用 (562)
国際特許分類[B23P19/04]の下位に属する分類
ねじまたはナットの締付けまたは緩め機 (291)
ボルトやその他の部材に座金,クリップ類をはめる機械 (5)
国際特許分類[B23P19/04]に分類される特許
21 - 30 / 266
自動二輪車の燃料タンク半体の位置決め・把持装置
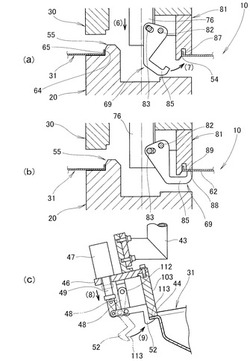
【課題】自動二輪車の燃料タンク半体を精度良く把持できる位置決め・把持装置を提供することを課題とする。
【解決手段】位置決め・把持装置10は、給油口54を下にしたタンク上半体31の給油口54に嵌る嵌合部55を有し、嵌合部55に給油口54を嵌めて給油口54の三次元的位置を決定する第1治具20と、嵌合部55の放射溝に進入し広がって給油口54を押さえるクランプ機構69を有し、位置決めしたタンク上半体31を把持する第2治具30とを備える。
【効果】給油口を嵌合部に嵌めないで給油口を把持すると、クランプ機構が給油口に当たってタンク上半体が動き、クランプ機構の中心に対し給油口の中心がずれてタンク上半体を精度良く把持できない。本発明では嵌合部55で給油口54を位置決めしてから、クランプ機構69で給油口54を把持するため、タンク上半体31を精度良く把持できる。
(もっと読む)
組付装置および組付方法

【課題】フラットケーブルに対してストレスをかけることなく、該フラットケーブルをキャリッジアームに組み合わせながらヘッドユニットをキャリッジアームに対して自動に対向配置させることができると共に、ヘッドユニットをキャリッジアームに対して自動に精度良く重ね合わせること。
【解決手段】メインチャック31の下方移動と同期して、フラットケーブル17の自由端部分18を下方移動させるケーブルスライド部46を具備するスライド体45を備え、組付治具ユニット60は、接近移動に伴ってヘッドユニット12の本体部23をキャリッジアーム11a,11b,11c側に押圧して、嵌合孔14cにボス孔22を内嵌させつつ、メインチャック31を上方移動させる押圧部材61を備え、ケーブルチャック35は、フラットケーブル17が隙間に収容された後、吸着保持を解除することを特徴としている。
(もっと読む)
組付け工具
【課題】生産計画の変更に迅速に対応することができ、且つ設備の汎用性を向上させることが可能な組付け工具を提供する。
【解決手段】マシニングセンタ(工作機械)の主軸に装着されて、主軸の回転に連動してクランプ部材3がクランプ又はアンクランプ動作されるように組付け工具1を構成したので、生産計画が変更された場合、組付け部品に対応する組付け工具1を主軸に取り付けるだけで対応することができる。したがって、迅速な対応が可能である。また、設備が組付け専用ではないので、設備に汎用性を持たせることができる。
(もっと読む)
熱交換器のチューブバンドルを引き出し及び押し込むための装置及びその方法
【課題】大型の熱交換器でもチューブバンドルの引き出し及び押し込みが可能なチューブバンドルの引き出し及び押し込み装置、並びに引き出し及び押し込み方法を提供する。
【解決手段】チューブバンドル39の引き出し及び押し込み方向に沿って延在するフレーム2と、フレーム2内に配置され、引き出し及び押し込み方向に沿って延在するチェーン3と、チェーン3と水室33とを連結する連結機構7と、チェーン3を引き出し及び押し込み方向に移動させる駆動機構6とを備えている。
(もっと読む)
自動作業装置
【課題】ワークの種別を自動的に判別する自動作業装置のコストを抑えること。
【解決手段】ワークを把持したか否かを検知するセンサを備えたロボットハンドへ作業対象となるワークを供給する供給容器に、ワークの種別を示す被把持部を予め設けておき、作業の開始前に、ロボットハンドによって供給容器の被把持部を把持させる模擬動作を行い、ロボットハンドによる被把持部の把持位置および把持結果に基づいてワークの種別を判別するように自動作業装置を構成する。
(もっと読む)
クリンチングファスナー用かしめ機
【課題】クリンチングファスナーの自動供給装置がなくても安全に且つ効率的にかしめ作業を行うことができるようにし、クリンチングファスナーの自動供給装置を備えたかしめ機と比較して、かしめ機の全体構造の簡単化,小型化,製品価格の低廉化を図る。
【解決手段】差込パンチ部11を加圧パンチ部10から分離でき、加圧パンチ部10から離れた場所において、被取付物6の取付穴54に挿入したクリンチングファスナー7の軸部42を差込パンチ部11で保持することができ、被取付物6の移動時にクリンチングファスナー7が被取付物6から脱落することがない。その結果、差込パンチ部11,被取付物6及びクリンチングファスナー7を一体として加圧パンチ部10とダイス2との間に移
動させることができるため、クリンチングファスナー7を作業者の手で加圧パンチ部10とダイス2に配置する必要がなくなる。
(もっと読む)
燃料噴射弁及び2部品の結合方法
【課題】部品単品の精度の影響がなく、結合工程で2部品の位置を高精度に結合する。
【解決手段】結合する2部品15,17のうち、位置決めの必要なお互いの部分をマンドレル31で位置決めした状態で、硬い方の部材15に設けた角部15cで軟らかい方の部材17をせん断加工し、かつ、せん断しながら角部15cの側面と軟らかい部品17のせん断された面17cとを嵌合させ、続いて2部品の嵌合面を塑性結合や圧入、または溶接して結合する。
(もっと読む)
ワーク処理システム
【課題】一種類のワーク受け装置で多種多様のワークを位置決めし、ワークに対して正確に物理的処理を行う。
【解決手段】基準穴DHが設けられているワークWをクランプするクランパー2と、クランパー2を上下方向に移動させると共に傾斜可能な複数のアクチュエータ3を有するワーク受け装置4と、先端のアーム51にワーク受け装置4のクランパー2にクランプされたワークWに物理的処理を施す処理装置6が固定されている産業用ロボット5と、所定位置に固定されワークWの基準穴DHを撮像する撮像機器7と、処理装置6が処理位置に移動するように産業用ロボット5を制御すると共に、撮像機器7で撮像された基準穴DHの画像を処理して求めた基準穴DHの位置実測値と位置基準値とを比較して、クランパー2にクランプされたワークWの基準穴DHが位置ずれしている場合には、そのずれ方向及びずれ量に応じて処理位置を補正するロボット制御部11とを備える。
(もっと読む)
自動組立システムおよび自動組立方法
【課題】要求される組立精度より繰り返し位置精度が大きい場合であっても、自動で部品組付けを行う。
【解決手段】第2部品画像に基づいて、組付け部位の位置を認識する第2部品認識手段と、組付け部位の位置に第1部品51を移動させる部品移動手段と、部品移動手段により移動された第1部品51を第2部品52に組付ける組付実施手段と、組付けが成功したかを判断する組付判断手段と、組付けが失敗した場合に、突き当て画像に基づいて、第1部品51の位置を認識する第1部品認識手段と、組付け部位の位置および第1部品51の位置に基づいて、第1部品51に対する位置補正量を算出する補正量算出手段と、位置補正量に基づいて、第1部品51を移動させる部品位置補正手段とを備え、組付実施手段は、部品位置補正手段により移動された第1部品51を第2部品52に組付ける。
(もっと読む)
自動組み付け装置
【課題】複数の工程を集約することができる自動組み付け装置を提供する。
【解決手段】シリンダヘッドWに自動的に部品を組み付ける自動組み付け装置10であって、シリンダヘッドWを固定する治具21と、治具21を前後方向に移動させる前後移動装置40と、治具21を前後方向周りに回転させる回転移動装置50と、治具21に支持部31を密着させて治具21を支持する、または、治具21から支持部31を離間させて治具21を解放する支持装置30と、複数のツールを配置し、組み付けを行う1のツールを選択するツール選択装置と、選択されたツールをシリンダヘッドWに対し上下方向に移動させる上下移動装置80と、選択されたツールをシリンダヘッドWに対し左右方向に移動させる左右移動装置と、を具備する。
(もっと読む)
21 - 30 / 266
[ Back to top ]