
国際特許分類[B23P19/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | ある程度の変形を伴うかどうかに関わらず,金属部品または金属対象物,または金属と非金属とによりなる部品を単に一体に結合または分離するための機械 (1,498) | 部品の組立て用,または分解用 (562) | ねじまたはナットの締付けまたは緩め機 (291)
国際特許分類[B23P19/06]に分類される特許
31 - 40 / 291
ボルト締付装置
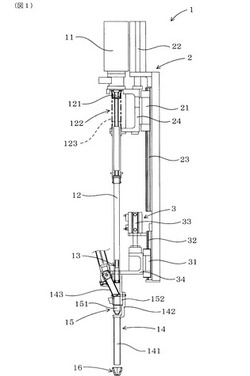
【課題】ボルトの頭部における上面に加工誤差がある場合であってもボルトの締付不良の発生を防止できるボルト締付装置及びボルト締付方法を提供する。
【解決手段】ボルト締付装置1は、モータ11と回転主軸12とソケット13とソケットガイド14とを備えている。ソケットガイド14を下降させるガイド下降手段33と、ガイド穴162を有するボルトガイド16とを備えている。ボルトガイド16は、ガイド部161を合わせてガイド穴162を形成している。複数のガイド部161は、ソケットガイド14に保持されたボルト7の頭部71を受ける。ソケットガイド14の下端によってテーパ内壁面163が押されてガイド穴162を拡径させるよう構成してある。
(もっと読む)
螺子締めロボットのパラメータ自動調整装置およびパラメータ自動調整方法

【課題】熟練度に関わらず少ない動作テスト回数で精度の高いパラメータが自動的に設定されるとともに、初期特性の取得の際における過剰な動作による損傷を回避する螺子締めロボットのパラメータ自動調整装置およびパラメータ自動調整方法を提供する。
【解決手段】第二期初期回転量設定部56は、初期特性の取得に際して第二期における回転量の初期値を、「1回」に設定する。これにより、ワーク32に対する螺子34のねじ込み量が不明なときでも、初期特性調査処理における第二期の回転量は過剰となることがない。したがって、初期特性の取得の際における過剰な動作によるテストピースおよび螺子締めロボット10の損傷を回避することができる。
(もっと読む)
螺子締めロボットのパラメータ自動調整装置
【課題】ラインにおける実際の動作時に締付けトルクを検出する手段を必要とすることなく、熟練度に関わらず少ない動作テスト回数で精度の高いパラメータを自動的に設定する螺子締めロボットのパラメータ自動調整装置を提供する。
【解決手段】パラメータ推定部58は、動作テストの履歴から学習した螺子締めパラメータと締付けトルクとの関係を示す締付けトルク推定モデルを用いて螺子締めパラメータの最適な値を算出する。また、締付けトルク推定モデルの簡略化、D最適計画、信頼区間に基づくテストパラメータの生成により、動作テストの回数は減少する。これにより、必要な動作テストの回数、すなわち消費するテストピースの数は、数十個程度と熟練者に近くなる。
(もっと読む)
部品圧送システム
【課題】ねじ圧送時において、チャック部でのねじ詰まりを低減し、生産効率を向上するとともに、安価な部品圧送システムの提供を目的とする。
【解決手段】所望部品の一例であるねじを圧送可能な部品圧送装置2と前記ねじを保持可能なチャックユニット14とをホース3により接続するとともに、前記ねじの通過を検知する通過センサ9を前記ホース3の外周に配置する一方、この通過センサ9と制御装置6とを信号線16により接続する。また、ねじの圧送制御を前記通過センサ9から出力されるねじ通過検出信号に基づき前記ねじの圧送停止および再圧送とを制御可能に構成される。
(もっと読む)
螺子締めロボットのパラメータ自動調整装置
【課題】ラインにおける実際の動作時に締付けトルクを検出する手段を必要とすることなく、熟練度に関わらず少ない動作テスト回数で精度の高いパラメータを自動的に設定する螺子締めロボットのパラメータ自動調整装置を提供する。
【解決手段】「精度優先モード−簡易」のとき、速度候補は三つの固定値として予め設定する。パラメータ推定部58は、三つの速度候補に対応して設定された九つの水準から四つの水準を選択して螺子締めロボット10の動作テストを実行する。そのため、パラメータを収束させるために必要な動作テストの回数、すなわち消費されるテストピースの数は、数十個程度と熟練者に近くなる。例えば一実施形態のように四つの水準について五回ずつ動作テストを実行する場合、合計20回程度の動作テストでパラメータは収束する。したがって、熟練度に関わらず少ない動作テスト回数で精度の高いパラメータを自動的に設定することができる。
(もっと読む)
自動作業装置
【課題】ワークの種別を自動的に判別する自動作業装置のコストを抑えること。
【解決手段】ワークを把持したか否かを検知するセンサを備えたロボットハンドへ作業対象となるワークを供給する供給容器に、ワークの種別を示す被把持部を予め設けておき、作業の開始前に、ロボットハンドによって供給容器の被把持部を把持させる模擬動作を行い、ロボットハンドによる被把持部の把持位置および把持結果に基づいてワークの種別を判別するように自動作業装置を構成する。
(もっと読む)
止めねじ供給装置、及び止めねじ締結装置
【課題】簡単な構成で止めねじを個別に供給することができる止めねじ供給装置及び止めねじ締結装置を得る。
【解決手段】供給トレイ52をバイブレータで振動させながら前傾させることで、横になっていた止めねじ14が立ち上がり、効率的に止めねじ14が挿入孔60に挿入される。このように、バイブレータを用いることで効率的に止めねじ14を挿入孔60に挿入させる構成とされているため、バイブレータ76を備えていない構成と比して、簡単な構成で止めねじを個別に供給することができる。
(もっと読む)
ロボット制御装置、ロボット制御方法、およびプログラム
【課題】曖昧な命令をロボットに入力しても、ロボットに動作を行わせることができず汎用性のあるロボット制御装置、ロボット制御方法、およびプログラムを提供すること。
【解決手段】シナリオとサブシナリオとが対応付けられて登録されているデータベース103と、入力装置62から入力された命令を取得する命令取得部101と、命令取得部が取得した命令に対応するサブシナリオをデータベースから読み出して、サブシナリオに基づいてロボット1を制御する制御コマンドを生成する制御コマンド生成部104とを備え、制御コマンド生成部は、命令取得部が取得した命令を実行するのに必要な要素に未取得の要素がある場合、ロボットに未取得の要素を取得させる命令を抽出してロボットに送信し、ロボットが取得した要素をサブシナリオに組み込んでロボットを制御する制御コマンドを生成する。
(もっと読む)
ナット落下防止装置
【課題】大型ボルトに螺着した大型ナットの着脱作業において、簡易かつ低コストな手段で、大型ナットの落下を防止でき、かつ作業員の安全を確保する。
【解決手段】大型植込みボルト104の下端面104aに設けられたネジ穴104cにセンターガイド棒12の外ネジ16を螺着させる。下側ナット108の取外し時、回転用ハンドル24を操作してナット受け台14を下側ナット108の近くまで上昇させる。次に、回動具装着部110の外周面に工具を装着し、下側ナット108を回動させ下降させる。この移動速度に合わせて、回転用ハンドル24を回し、ナット受け台14を下降させる。下側ナット108が植込みボルト104から外れたら、受け台20まで落下させる。下側ナット108の取付け時には、取外し時と逆の操作を行なう。
(もっと読む)
ロボットのねじ締め作業異常検知方法
【課題】高機能なねじ締めロボットシステムを低コストで構築することができるロボットのねじ締め作業異常検知方法を得る。
【解決手段】ロボット2の先端部に力覚センサ3およびねじ締めドライバ4を備え、力覚センサ3が前記先端部に作用する力を測定するねじ締めロボットシステム1において、ねじ締め異常判定手段6により、力覚センサ3の出力に基づいてねじ締め作業の正常または異常の判定を行うステップを有するロボットのねじ締め作業異常検知方法。
(もっと読む)
31 - 40 / 291
[ Back to top ]