
国際特許分類[B23P19/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | ある程度の変形を伴うかどうかに関わらず,金属部品または金属対象物,または金属と非金属とによりなる部品を単に一体に結合または分離するための機械 (1,498) | 部品の組立て用,または分解用 (562) | ねじまたはナットの締付けまたは緩め機 (291)
国際特許分類[B23P19/06]に分類される特許
51 - 60 / 291
ねじ部品締結機
【課題】歯付きクラッチによる伝達系の切り替えを円滑に行うことができるねじ部品締結機を提供する。
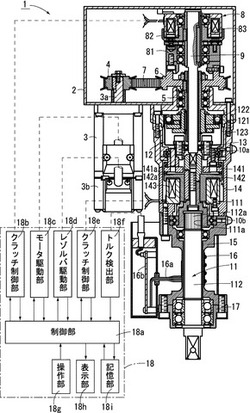
【解決手段】本発明のねじ部品締結機1は、ドライバビットを先端に有する出力軸11と、モータ3に連結して高速低トルク駆動を出力軸11へ伝達する高速低トルク伝達系と、モータ3に減速機12を介して連結して低速高トルク駆動を出力軸11へ伝達する低速高トルク伝達系と、歯部141a,142aが形成された入力部141および出力部142を有し、これらに前記伝達系をそれぞれ連結して歯部141a,142aの噛合いによって伝達系を切り替え可能に構成された歯付きクラッチ14と、この歯付きクラッチ14を回転自在に支持するクロスローラベアリング10a,10bとを備える。
(もっと読む)
プロテクター締め付け装置及びプロテクター締め付け方法

【課題】プロテクターの締め付けのトルクの制御を精度良く行うことができるプロテクター締め付け装置を提供する。
【解決手段】プロテクター締め付け装置1は、ねじ付管2を保持する保持部3と、ねじ付管2のねじ部21に螺着されるプロテクター41を把持して回転させる締め付け本体部4とを備えている。締め付け本体部4は、プロテクター41を把持するプロテクターチャック42と、プロテクターチャック42を回転させるサーボモータ43と、制御部44とを有している。制御部44は、トルクが予め定められたトルク制限値に達するとトルクをトルク制限値に保持するトルク制御を開始し、トルク制御の開始から予め定められた所定時間経過した後にサーボモータ43の回転速度の設定値を零に減少させる回転停止制御を開始し、サーボモータ43の回転速度の設定値が零になるとトルク制御を停止する。
(もっと読む)
ねじ締め装置及びねじ締め方法
【課題】 ねじ供給動作においてねじの落下を防ぎ、高速動作させても確実なねじの供給が可能とし、ねじを受け渡す時、ドライバビットやドライバビットの周辺部材、ねじ等に負荷をかけること無く容易にねじを取り出すことを可能とし、装置の構造が単純で、タクトタイムの短縮が可能なねじ締め装置及びねじ締め方法を提供することにある。
【解決手段】 ねじが整列して待機するねじ整列部と、ねじをねじ締めするねじ締め部と、ねじをねじ整列部からねじ締め部まで移動させるねじ供給部とを有するねじ締め装置において、ねじ供給部は、ガイドカバーとロック手段とを備えた取り出しブロックと、取り出しブロックをねじ整列部からねじ締め部まで移動させる第1のアクチュエータとを備え、取り出しブロックは、ガイドカバーとロック手段によってねじを保持し、ロック手段は、ガイドカバーを一方向に押圧することによりねじを保持し、ねじ締め部において押圧を解除する。
(もっと読む)
ねじ締付装置およびねじ締付装置の制御方法
【課題】 機器の組立工程に利用されるねじ締付装置において、正確な位置に、かつ高速にねじ部材を締め付けることができるねじ締付装置を実現する。
【解決手段】 原動機軸を有する駆動モータを支持する支持体と異なる支持体によって支持されるドライバビットを、ねじ締付軸方向への移動自在に原動機軸と連結して回転させることで解決する。
(もっと読む)
ナット締め装置およびナット締め方法
【課題】軸状部材が挿通されたナットのワークへの締め付けを予め定められた設定締め付けトルクで行うことができ、かつその締め付け作業の効率を高くすることができるナット締め装置およびナット締め方法を提供する。
【解決手段】ナット締め装置10では、仮締め装置制御部46がサーボモータ32の回転動作を制御して、オープンビットランナ部26a、を回転させナットNを仮締めする。当該装置10では仮締めされたナットNの回転位置をロータリエンコーダ36で検出する。そして、当該装置10が備えるロボット制御部70によって得られたナットNの回転位置よりナットNの二つの側面N1の位置を算出する。算出された当該側面N1の位置情報に基づき、ロボット制御部70はロボット64を操作してオープンエンドレンチ52をナットNに係合させる。
(もっと読む)
自動組付け装置、自動組付け方法、およびプログラム
【課題】ワークが位置および/または寸法のばらつきを有する場合でも、ワークへの部品の組付けを高信頼かつ高速で行なえる自動組付け装置を提供する。
【解決手段】自動組付け装置1は、部品およびワークの少なくとも一方を、部品とワークとが接触した状態で移動させる移動部260と、ワークに対する部品の接触圧を検出する接触圧検出部240と、接触圧に基づいて部品の組付けの進捗度を評価する評価部210と、評価の結果に基づき、移動部260による移動の量を設定する設定部220とを備える。
(もっと読む)
ハンド、ロボット及びロボットシステム
【課題】把持したボルトをシームレスにタップ穴に挿入することが可能なハンド、ロボット及びロボットシステムを提供する。
【解決手段】ハンド20は、第1のフレーム25aに設けられ、ボルトBを把持する1対の把持爪21a、21bを揺動軸AXp回りに揺動させる揺動機構29と、第1のフレーム25aに設けられ、各把持爪21a、21bを内側に支持する1対の支持部22a、22bを揺動軸AXpに沿って開閉させる開閉機構28と、把持爪21a、21bが把持したボルトBの軸回りに、第1のフレーム25aを第2のフレーム25bに対して無限回転させるボルト回転機構30と、動作する機構を1)揺動機構28及び開閉機構29又は2)ボルト回転機構30に切り替える切り替え機構32とを備える。
(もっと読む)
部品組み付け装置及び機械部品の製造方法
【課題】エア源を使用することなく、部品を組み付けることが可能な部品組み付け装置及び機械部品の製造方法を提供する。
【解決手段】第1のアーム12aの先端部に第1のハンド51aを有し、第1のハンド51aを用いて第1の部品を保持する第1のロボット11aと、第2のアーム12bの先端部に第2のハンド51bを有し、第2のハンド51bを用いて第1の部品に組み付けられる第2の部品を保持する第2のロボット11bと、を備え、第1のハンド51bは、第1の部品又は第2の部品を上方から押さえる押さえ部材74を有し、第2のハンド51bは、第2の部品に形成された孔に挿入され、第2の部品を保持する支持ピン55、56を有する。
(もっと読む)
被締付時の変形を考慮したワッシャ枚数の計測方法
【課題】ワッシャ押し潰し量の誤差を補正し、適切な枚数のワッシャが用いられているか正確に判定できるワッシャ枚数の計測方法を提供する。
【解決手段】ボルトを被締付部材に締め付ける際にワッシャの枚数を計測する方法であって、ボルトを回転させてボルトとワッシャと被締付部材とを着座させ、ボルトをさらに所定トルクが発生するまで回転させてワッシャを押し潰しながら締付を完了させ、締付完了時のワッシャ厚みを測定し、所定の回転角度とボルトのねじピッチとからワッシャの押し潰し距離を逆算し、締付完了時のワッシャ厚みと押し潰し距離とを加算して着座時のワッシャ厚みを求め、ワッシャの厚み仕様値にワッシャの厚みバラツキ許容量を加算および減算してワッシャ厚み閾値の上限値および下限値を求め、着座時のワッシャ厚みが閾値の上限値および下限値の範囲内に収まっていれば合格、着座時のワッシャ厚みが閾値の範囲外であれば不合格と判定する。
(もっと読む)
アライメント装置及びアライメント方法
【課題】高倍率のカメラを用いた場合であっても、ねじ締結の前後でワークとカメラとの距離を変えないことにより、位置合わせ及び位置検査共に高精度で行うこと。
【解決手段】第1のワークW1上に第2のワークW2を重ねて位置決めするワーク把持部30と、第2のワークW2を第1のワークW1の反対側から撮像する撮像部40と、撮像部40によって撮像された第2のワークW2の画像を処理して第1のワークW1に対する第2のワークW2の相対位置を検出する制御部60と、第2のワークW2を第1のワークW1側に緩衝シートSを挟んで加圧する加圧機構50と、加圧機構50による加圧後で、かつ、ねじ締結前に、撮像部40により第2のワークW2を撮像し、検出された相対位置に基づいてワーク把持部30による第2のワークW2の位置決めを行う位置決め制御部61と、ねじ締結後に、撮像部40により第2のワークW2を撮像し、位置決め精度の検出を行う精度検出部62とを備えた。
(もっと読む)
51 - 60 / 291
[ Back to top ]