
国際特許分類[B23P19/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | ある程度の変形を伴うかどうかに関わらず,金属部品または金属対象物,または金属と非金属とによりなる部品を単に一体に結合または分離するための機械 (1,498) | 部品の組立て用,または分解用 (562) | ねじまたはナットの締付けまたは緩め機 (291)
国際特許分類[B23P19/06]に分類される特許
81 - 90 / 291
電極受入孔への部品供給装置
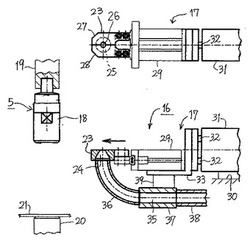
【課題】簡素化された構造で電極の受入孔に軸状部品を正確に挿入することができる電極受入孔への部品供給装置の提供
【解決手段】軸状部品は、軸部と円形のフランジ部と溶着用突起から構成され、電極5の端面に受入孔が開口しており、この受入孔に軸部が挿入されるものであって、電極5の進退空間に対して進退するガイド部材23に軸部を受入孔に導くテーパ孔24が形成され、ガイド部材23は片側ガイド部材27と他側ガイド部材28に2分割された開閉構造とされ、所定位置に進出した片側ガイド部材27と他側ガイド部材28が閉じているときテーパ孔24と受入孔が同軸状態となるようにした。こうすることにより、軸部が確実に受入孔内に挿入される。
(もっと読む)
ボルト締付装置

【課題】単純な構造でボルト締付時にボルト軸直角方向にボルトを微小振動させるボルト締付装置を提供する。
【解決手段】入力回転軸14に直結した減速用偏芯カム16は、外周に設けられた外歯で、ケース12Aの内周に設けられた内歯と嵌合する。内歯歯車12は同軸に設けられた低速回転ロータ20を回転伝達ピン22で同期回転させソケットレンチ150を回転させることでボルト110を締結する。減速用偏芯カム16の回転中心には変位量制御用偏芯カム24が固定され、低速回転ロータ20の回転中心を貫通している。変位量制御用偏芯カム24は軸心を変位量制御用ピン26が貫き、その周囲を二重の偏芯リング24で保持される構造とされる。外歯は内歯より歯数が少なく、入力回転軸14と変位量制御用ピン26の回転軸はオフセットしており、オフセット量は二重の偏芯リング24の回転位置により調整される。
(もっと読む)
ねじ締め機
【課題】重複ポイントへのねじの締め付けを防止するねじ締め機を提供する。
【解決手段】本発明は、ドライバツール4を作業者が把持して被締結物の上空で操作し、目標のねじ締めポイントへ下降させてねじ締め作業を行うよう構成されたねじ締め機1において、前記ドライバツール4の位置情報を検出する位置検出手段14,23,34と、じ締め完了ポイントの位置情報を順次記憶して、ドライバツール4を被締結物の上空で操作中、当該ねじ締めポイントとドライバツール4との位置情報を照合して、その照合結果が既にねじ締めが完了したポイントと一致した場合には、これを作業者に知らせるように構成された制御ユニット50とを備えることを特徴する。
(もっと読む)
ねじ浮き検出装置を有する自動ねじ締め機
【課題】ねじ締め時にねじの頭部座面がワークあるいは部品等に対して確実に着座したか否かの判定を可能にした簡単な構成のねじ浮き検出装置を有する自動ねじ締め機を得る。
【解決手段】ねじ1を吸着保持する吸着パイプ34内に回転且つ軸方向に移動自在なドライバビット20を設け、このドライバビット20を構成する軸部と係合部との間に係合部を駆動穴に係合させたときに頭部頂面に当接するストッパ部23を形成し、係合状態となった駆動穴の底と係合部の先端との間には隙間を有する構成とし、一方、吸着パイプ34に対するドライバビット20の軸方向の移動変位量をセンサ手段で検出し、ねじ浮き状態の有無を判定するねじ浮き検出装置を有する自動ねじ締め機であるので、頭部座面が着座しているか否かを正確に判定できる。また、頭部頂面にストッパ部が当接するので、駆動穴がねじ製造時に変形してもその影響を受けることがない。
(もっと読む)
ねじ締め機
【課題】ドライバツールの位置情報と、目標ねじ締めポイントの位置情報との照合が一致すると、自動的にドライバツールの駆動を開始するねじ締め機を提供する。
【解決手段】本発明は、ドライバツール4を作業者が把持して被締結物の上空で操作し、目標のねじ締めポイントへ下降させてねじ締め作業を行うよう構成されたねじ締め機1において、前記ドライバツール4の位置情報を検出する位置検出手段14,23,34と、予め目標のねじ締めポイントの位置情報を記憶するとともに、ドライバツール4を被締結物の上空で操作中、当該ねじ締めポイントとドライバツール4との位置情報を照合して当該照合が一致した場合、ドライバツールに駆動開始指令信号を発するように構成された制御ユニット50とを備えることを特徴とする。
(もっと読む)
ねじ締め機
【課題】作業者の目視による照合作業の負担を低減し、ドライバツールとねじ締めポイントとの照合を容易に一致させることが可能なねじ締め機を提供する。
【解決手段】本発明は、ドライバツール4を作業者が把持して被締結物の上空で操作し、目標のねじ締めポイントへ下降させてねじ締め作業を行うよう構成されたねじ締め機1において、前記ドライバツール4の位置情報を検出する位置検出手段14,23,34と、予めねじ締めポイントの位置情報を記憶するとともに、ドライバツール4を被締結物の上空で操作中、当該ねじ締めポイントとドライバツール4との位置情報を照合してその照合結果を作業者へ知らせるように構成された制御ユニット50とを備えることを特徴とする。
(もっと読む)
締結部材の締め付けトルク検査方法及び締め付けトルク検査システム
【課題】締結部材の締め付けトルク検査方法において、締結部材の検査締め付けトルクを検出する場合に、被締結部材の剛性が低く、かつ、低トルク領域で検出する場合でも高精度に検査締め付けトルクを検出可能とすることである。
【解決手段】締め付けトルク検査方法は、ボルトを自動締め付け機構により増し締めするとともに、増し締め時の締め付けトルクT及び締め付け角度θを検出するステップと、検出されたT、θから、dT/dθを表す締め付け角度微分値特性を取得するステップと、取得された締め付け角度微分値特性で、dT2/d2θが負となり、かつ、dT/dθが0または0近辺の所定の設定微分値となる場合の、対応する締め付けトルクに基づいて、検査締め付けトルクTmを取得するステップとを含む。
(もっと読む)
部品位置決め構造
【課題】極めて簡単な構造であって、部品の固定に際して作業者の習熟度に関係なく、高い精度で容易に部品を位置決め可能な部品位置決め構造を提供することを目的とする。
【解決手段】本発明にかかる部品位置決め構造100の代表的な構成は、部品120に設けられ平面110aと対向する所定の端部120aと、部品120に設けられ所定の端部120aに向かって下降するように傾斜した長孔122と、長孔122に挿入されて部品120を回転および摺動可能に支持する支持部材112であって、長孔122の一端から他端までの摺動の間に所定の端部120aが平面110aに接触する位置にある支持部材112と、を備え、重力の作用により部品120が平面110aに接近し、所定の端部120aが平面110aに接触することにより、部品120は平面110aに位置決めされることを特徴とする。
(もっと読む)
ねじ浮き検出兼用ドライバビット
【課題】ねじ締め時にねじの頭部座面がワークあるいは部品等に対して確実に着座したか否かの良否判定を可能にするねじ浮き検出兼用ドライバビットを得る。
【解決手段】回転駆動力が伝達される軸部11と係合部12との間に係合部12を駆動穴22に係合させたときに頭部頂面に当接するストッパ部13を形成し、ねじ20の頭部頂面にストッパ部13が当接して係合状態となった駆動穴22の底と係合部先端との間には僅かな隙間を有する構成とし、しかも、ストッパ部13の外周円の直径(D)は駆動穴22の外接円の直径(m)より大きいねじ浮き検出兼用ドライバビットであるので、頭部座面が着座しているか否かを正確に判定できる。また、駆動穴とドライバビットの係合部先端との間に僅かな隙間が生じる構成なので、駆動穴や係合部になんらかの原因で損傷が生じても、ねじ浮きの良否判定に何らの悪影響も及ぼさない。
(もっと読む)
携帯用バラビス整列供給具および携帯用バラビス整列供給具セット
【課題】手持ち式の電動ドライバにバラビスを一本ずつ供給するのに適した携帯用バラビス整列供給具を提案すること。
【解決手段】バラビス整列供給具10においては、予め、ビス整列溝12に沿ってバラビス11を吊り下げた状態に保持しておく。ビス整列溝12の前側溝端12aに位置する先頭のバラビス11(1)は、磁石によってビス受け入れ用半割り筒14に送り出されて、ここに保持されている。コイルスプリング17のドリル装着用の上側開口端17bに、手持ち式の電動ドライバ50のドリルビット51を挿入してそのドリル本体の先端部52を上側開口端17bに差し込むことにより、電動ドライバ50にバラビス整列供給具10が取り付けられる。この状態で、ビス打ち込み場所において、電動ドライバ50を駆動してコイルスプリング17を圧縮しながらバラビス11(1)を打ち込む。
(もっと読む)
81 - 90 / 291
[ Back to top ]