
国際特許分類[B24B41/06]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | フレーム,ベッド,往復台,主軸台,などの研削機械または装置の構成部分 (928) | 工作物支持具,例.調節可能な支持台 (649)
国際特許分類[B24B41/06]に分類される特許
21 - 30 / 649
ガラス板の両サイド加工装置
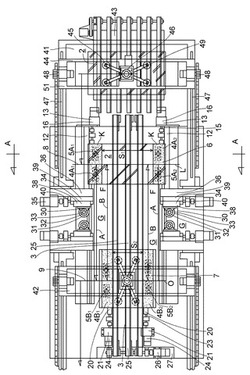
【課題】生産効率が良く、良質の研削加工が得られる両サイド加工装置を提供すること。
【解決手段】ガラス板2の両サイド加工装置1は、ガラス板2の下面を支持して送るコンベア装置3の両側に設けられ、ガラス板2の両側短辺の近部を吸着支持する一対の短辺支持吸盤6と、ガラス板2の両側長辺の近部を吸着支持する一対の長辺支持吸盤7とを備えており、短辺支持吸盤6と長辺支持吸盤7とは互いに反対位置から行き違いの往復直動を行うようになっている。
(もっと読む)
加工装置

【課題】加工装置による加工精度を向上する。
【解決手段】被加工物としてのワークを凍結固定して加工を行う加工装置10において、所定の方向に移動可能なベッド1a,1bと、ベッド1bに固定され、ワークを載置するベース2と、ベース2を冷却する温度制御手段20と、ベッド1a,1bに対する位置を変動可能に制御され、ワーク2を加工する工具5と、を備え、温度制御手段20は、ベース2を冷却することにより、ワークを該ワークの材質、および/または該ワークの加工条件に応じた所定の温度に制御する。
(もっと読む)
四角柱状インゴットの四隅R面の円筒研削方法
【課題】 四角柱状シリコンインゴットの四隅R面の面取り研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】
カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
研磨装置
【課題】 倣いローラによる表面のすれを抑制することができる研磨装置を提供する。
【解決手段】 基準となる一直線上に軸が位置決めされた状態で軸周りに回転している金属管の外表面の一部に研磨部材を接触させるとともにこの研磨部材が接触する箇所と反対側の金属管の箇所を倣いローラに接触させてこの研磨を行う箇所の金属管の軸を一直線上に保持させながらこの研磨部材を金属管の軸方向に移動させて金属管の外表面の研磨を行う。倣いローラが、一直線に平行な軸周りに回転可能に支持され、この倣いローラを揺動可能に支持する揺動部を設ける。
(もっと読む)
薄板状ワークの研削方法及び両頭平面研削盤
【課題】キャリアリングに加わる外力の影響を少なくできワークの研削精度を向上させることができると共に、摩擦等の問題が発生せず長期間にわたって良好な研削精度を維持できるようにする。
【解決手段】キャリア4に装着された薄板状のワークWを一対の静圧パッド1により非接触で静圧支持し、キャリア4を介してワークWを回転させながら、一対の研削砥石3によりワークWの両面を研削する両頭平面研削盤において、キャリア4の外周のキャリアリング5を非接触で静圧支持する静圧キャリアガイド6a,6bを周方向に複数個備える。キャリアリング5は円筒面状の外周面12を有し、その外周面12に近接して各静圧キャリアガイド6a,6bを略等配に配置する。静圧キャリアガイド6a,6bは固定しても良いし、フローティング可能にしても良い。
(もっと読む)
インサートの外周面研削方法
【課題】本発明は、インサートのホルダーへの実装を想定した形態でインサートに外周面研削加工を施すことで、インサートのホルダーへの実装時の刃先位置のバラツキを減らすことである。
【解決手段】平板状のインサートの貫通穴の内面には、第1の加工用治具の基準面が接触する凸形状面が形成され、第1の加工用治具と、駆動装置と連結された回転軸を持つ第2の加工用治具とによって挟み込むように固定され、研削加工用工具との位置関係が決められた状態でインサートの外周面を研削することを特徴とするインサートの外周面研削方法である。
(もっと読む)
インゴットブロックの自動クランプ方法
【課題】円筒状サファイアインゴットブロックの外周面を円筒研削加工する際、研削屑の発生量を減少させたい。
【解決手段】 オートローダー機器13でワークをクランプ装置7a,7bに自動クランプさせる際、一旦ワークをクランプさせた後、クランプされたワークの外周面高さを高さ測定機器HSで測定し、最大高さ(Hh)と最小高さ(Hm)の差の半分の値(Hh−Hm)/2だけワークのC軸心位置を移動させる再クランプを行った後にカップホイール型砥石10gを用いてワークのインフィード円筒研削加工を開始する。
(もっと読む)
板状体の加工方法
【課題】作業時間を短縮でき、また研削面、研磨面の面精度を向上させることができる板状体の加工方法を提供する。
【解決手段】凹凸のある板状体1の裏面の三次元形状を形状測定装置により測定し、データに基づいて、板状体1の裏面の凹部のみならず凸部にも塗布され、塗布された紫外線硬化型インク3の上面が板状体1の裏面全体で一定の高さになるように、所定の厚さを有しかつ平面視上矩形形状あるいは円形形状に塗布され、所定の間隔Sをもって複数個形成されるように塗布しながら、紫外線照射装置によって前記インク3を固化させる塗布固化工程と、前記工程の後、板状体1裏面を下にして定盤に固定した際、定盤の上面に、固化したインク部3のみが接し、板状体1が定盤に部分的にも接しないように固定し、板状体1表面を研磨あるいは研削する工程と、前記工程の後、板状体1を上下反転して、定盤に固定し、板状体1の裏面を研磨あるいは研削する工程を含む。
(もっと読む)
磁石固定治具
【解決手段】本発明は、回転砥石による磁石切削又は研削加工において、ワックスによる接着固定が不要で、被切断物の着脱が容易で且つ切断中及び切断後の磁石のずれがなく精度よく加工可能となる磁石固定治具を提供する。
【効果】円板状又は円筒状の台金の外周部に砥石を固着した外周刃又は研削砥石を回転軸に取り付け希土類磁石を切削又は研削加工する際に使用する希土類磁石を固定するための磁石固定治具であって、磁石を挟む一対の固定治具は、金属からなる部品と円柱状のゴムから構成され、金属部品にはゴムの直径よりも浅い溝を設け、その溝の中にゴムをはめ込むと共に、溝の体積はゴムの体積以上の空間を持つようにして、ゴムの突き出しを設け、磁石に先ずゴムが接触しゴムとの摩擦力で横ずれが防止され、更にゴムが突き出し分変形して金属部と磁石が接触することで把持方向のずれがなくなり、強固に保持することができる。
(もっと読む)
支持治具及び磁気記録媒体用ガラス基板の製造方法
【課題】ガラス基板積層体の外周端面に研磨ブラシを押し当ててもたわまず、均一にガラス基板積層体の外周端面を研磨できる支持治具を提供すること。
【解決手段】中心部に円形孔を有する円盤形状の磁気記録媒体用ガラス基板を、複数枚支持する支持治具であって、前記支持治具は、前記円形孔に挿入されて複数枚の前記磁気記録媒体用ガラス基板の位置を合わせる支持軸を有し、前記支持軸は、ヤング率が150GPa以上である、支持治具。
(もっと読む)
21 - 30 / 649
[ Back to top ]