
国際特許分類[B24B5/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 隣接する平面の研削を含む工作物の回転面を研削するように設計された機械または装置;そのための附属装置 (603)
国際特許分類[B24B5/00]の下位に属する分類
工作物の回転面とこれに隣接する平面をいっしょに研削するもの (25)
工作物を保持するためのチャックまたはセンターを有するもの (204)
工作物を支持し,案内し,自由に動かしまたは回転させるためのセンターレス装置を有するもの (120)
連続的に操作される複数個の工作物を支持する工作物支持手段を有するもの (9)
付属装置 (28)
専用機または専用装置 (144)
研削されるべき非金属物体の材質の特性に対する特別の設計により特徴づけられるもの,例.楽器の弦の研削 (32)
国際特許分類[B24B5/00]に分類される特許
1 - 10 / 41
剛性測定方法および研削盤
【課題】工作物の研削部位の正確なたわみを研削中に測定し、これと研削抵抗を用いて正確な研削位置剛性を測定できる剛性測定方法および研削盤を提供する。
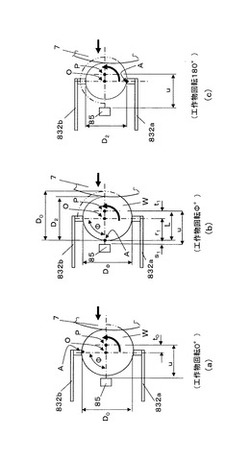
【解決手段】研削作用位置から回転方向に180度未満に位置する加工部の表面の位置である測定開始位置Aを含む直径である開始位置直径D0を測定する。測定開始位置Aが工作物Wの回転軸心Oに関して研削作用位置と対向する位置に到達した時に、測定開始位置Aに対する工作物の両軸端部における回転中心を結ぶ直線の距離である表面距離Lと、この時作用している法線研削抵抗力Rを同時に測定する。開始位置直径D0を測定してから工作物Wが180度回転した時の測定開始位置Aを含む直径である終了位置直径D2を測定する。工作物Wの研削作用位置における剛性である研削位置剛性kを式k=R/(L−(D0+D2)/4)を用いて演算する。
(もっと読む)
ワークの複合面取り加工装置およびそれをもちいる複合面取り加工方法

【課題】円筒状インゴットブロック(ワーク)の外周面を円筒研削加工およびオリフラ研削加工する際の生産時間を短くしたい。
【解決手段】 XRD機600を挟んで同一タイプの円筒粗研削装置500a,500bおよび円筒仕上げ研削装置700a,700bの4台を設け、4台の円筒研削装置500a,500b,700a,700bのワークの面取り加工作業を同時間帯に平行に稼動できるように、ワーク
の搬送ロボット200を付随させた。
(もっと読む)
インゴットブロックの自動クランプ方法
【課題】円筒状サファイアインゴットブロックの外周面を円筒研削加工する際、研削屑の発生量を減少させたい。
【解決手段】 オートローダー機器13でワークをクランプ装置7a,7bに自動クランプさせる際、一旦ワークをクランプさせた後、クランプされたワークの外周面高さを高さ測定機器HSで測定し、最大高さ(Hh)と最小高さ(Hm)の差の半分の値(Hh−Hm)/2だけワークのC軸心位置を移動させる再クランプを行った後にカップホイール型砥石10gを用いてワークのインフィード円筒研削加工を開始する。
(もっと読む)
電力制御による研削方法および研削装置
【課題】研削動力の目標電力を設定し、目標電力に実削電力が極力追従するように送り速度を演算して制御することにより、品質を安定させ、生産性を上げる。
【解決手段】ワーク切込台1と、ワーク切込台に目標電力に基づく送り速度Vで切込送りを与える切込モータ2と、研削砥石6を回転させる駆動モータ7と、該駆動モータでの実削電力を検出する電力検出部8と、電力検出部で検出された実削電力の変化量に基づいて補正係数を求め、その補正係数を、目標電力に基づいて予め設定された設定送り速度に掛けて送り速度指令値を演算する送り速度指令値演算部5と、送り速度指令値に基づいて送り速度をフィードバック制御する切込台制御部3と、を備える。
(もっと読む)
インゴットブロックのクランプ装置およびそれを用いて研削砥石軸に軸承された砥石の研削開始点位置を補正する方法
【課題】 磨耗した研削砥石でワークを研削加工しても所望寸法の加工ワークが得られるように、砥石の研削開始点位置を補正する方法の提供。
【解決手段】 ワークを主軸台7aとタッチセンサー7tを備える心押台7bとよりなるクランプ装置7で挟持し、このクランプ装置に挟持されたインゴットブロックを砥石10gにより円筒研削加工または面取り加工するにおいて、砥石の磨耗量に応じて研削砥石軸の前進移動を行って砥石を研削開始点位置まで移動させる砥石の研削開始点位置補正方法。
(もっと読む)
研削方法および研削盤
【課題】砥粒の脱落を防止し研削面粗さを許容限度に保つことで、砥石車の寿命が長い研削を実現する研削方法および研削盤を提供する。
【解決手段】研削中の砥石車7と工作物Wの接触弧の長さを所定の接触弧長さとすることで、砥石車7の砥粒のボンド層からの突出量である砥粒突出し量を所定の値以下とし、砥粒保持力を所定の値以上とする。さらに、切屑の厚さを所定の厚さ以下とし砥粒に加わる研削力を砥粒保持力以下とすることで、砥粒の脱落を防止する。
(もっと読む)
工作機械におけるワーク固定用チャック装置および円筒状ワークの周面加工方法
【課題】ワークの芯出しを極めて短時間に行なうことができるようにしたチャック装置を提供する。
【解決手段】円筒部2の開口端部内にマグネットチャック3を取り付ける。マグネットチャック3に吸着支持される円筒状ワークWの内径面を挟持する内径挟持アーム8およびワークWの外径面を挟持する外径挟持アーム9を有し、後端部において一体化された複数のチャックアーム7を、周方向に間隔をおいて設け、それぞれの後端部を揺動自在に支持する。主軸1の軸心上にバー挿入孔5を形成し、ドローバー6の前後動によりリンク機構11を介して半径方向に揺動させ、半径方向内方への揺動時に外径挟持アーム9でワークWの外径面を挟持してワークWを芯出し、また、半径方向外方への揺動時に内径挟持アーム8でワークWの内径面を挟持してワークWを芯出し、チャックアーム7の挟持力とマグネットチャック3の吸着力とによって、ワークWの固定時の安定化を図る。
(もっと読む)
バルクハウゼンノイズ検査装置
【課題】 研削等による削り量が部分的に異なる部品であっても、残留応力の影響を小さくして研削焼け検出精度を高めることができるバルクハウゼンノイズ検査装置を提供する。
【解決手段】 このバルクハウゼンノイズ検査装置は、検査対象物Wを磁化する励磁コイル3と、この励磁コイル3に磁化のための交流磁界を発生させる交流電流を供給する電源8とを有する。さらに、磁化された検査対象物Wが発するバルクハウゼンノイズを含む信号をそれぞれ検出する複数の磁界センサ5,5と、これら磁界センサ5,5によりそれぞれ検出した信号からバルクハウゼンノイズを求める信号処理手段9とを有する。
(もっと読む)
研削盤
【課題】ワークの研削動作が停止された後に、回転砥石の水切り動作及びクーラント供給装置による洗浄用のクーラントの供給を設定時間だけ自動的に適正に行い、研削作業能率を向上することができる研削盤を提供する。
【解決手段】回転砥石21によるワークの研削加工が終了した後に、回転砥石21を予め設定された第1の設定時間h1だけ空回転させて、回転砥石21に含浸されているクーラントを遠心力によって外部に飛散させる。この回転砥石21が空回転を開始した後、クーラント供給装置を洗浄状態にして第2の設定時間h2だけ継続して運転し、クーラント循環経路に残留している研削屑の洗浄分離を行った後、自動的にクーラント供給処理装置の洗浄運転を停止する。
(もっと読む)
ガラス基板積層体用ワークホルダ及びこのワークホルダを用いたガラス基板の製造方法及びこの製造方法で製造されたガラス基板及びこのワークホルダを用いた磁気記録媒体用ガラス基板の製造方法及び磁気記録媒体用ガラス基板
【課題】本発明はガラス基板積層体を保持する作業を効率良く行えると共に、ガラス基板積層体の研磨を高精度に行えることを課題とする。
【解決手段】ワークホルダ10は、下枠部20と、上枠部30と、側枠部40とを一体に結合させたホルダ本体50を有する。下枠部20と、上枠部30と、側枠部40とは、夫々ステンレス等の金属により形成されており、溶接により一体化される。下枠部20及び/又は上枠部30の機械加工は、溶接終了後に行う。また、ホルダ本体50の上部には、上側保持部60と、位置決め部70とが設けられている。上側保持部60は、ホルダ本体50の上枠部30に取付けられ、ホルダ本体50内に収納されたガラス基板積層体を保持する。位置決め部70は、上側保持部60に取り付けられると共に、センタリングシャフトの上端を保持する。
(もっと読む)
1 - 10 / 41
[ Back to top ]