
国際特許分類[B24C9/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 粒状物質を用いた研削性のまたはこれに類以のブラスト加工 (1,863) | 砥粒吹き付け機械または装置の付属装置,例.加工室,砥材を用いた処理のための配置 (194)
国際特許分類[B24C9/00]に分類される特許
11 - 20 / 194
ショット処理装置
【課題】投射する投射材の粒径を変えて複数のショット処理をした場合にショット処理完了までに要する時間を短縮することができるショット処理装置を得る。
【解決手段】第一投射エリアA1と第二投射エリアA2との間の流通路は、仕切部62Aによって遮断され、第二投射エリアA2と第三投射エリアA3との間の流通路は、仕切部62Bによって遮断されている。また、仕切部62A、62Bは、被処理対象物Wを通過させる場合に仕切扉64A、64Bが開かれる。
(もっと読む)
ナノバブル循環型研磨装置

【課題】 研磨後のウェハの厚みばらつきを軽減する。
【解決手段】 固定台とこの固定台を囲み密閉空間を形成する箱型躯体とからなる加工装置と、溶液にナノバブルを発生するナノバブル発生装置と、溶液を高速で噴射する高速水流発生装置と、加工装置内の溶液を高速で排水する高速排水装置と、排水した溶液を安定させる攪拌部と、ナノバブル発生装置と高速水流発生装置とを接続する第一配管部と、高速水流発生装置と加工装置とを接続する第二配管部と、加工装置と高速排水装置とを接続する第三配管部と、高速排水装置と攪拌部とを接続する第四配管部と、攪拌部とナノバブル発生装置とを接続する第五配管部と、第二配管部の加工装置側の端部に設けられる噴射ノズルと、を備え、第二配管部の中心軸線と第三配管部の中心軸線とが同一直線上に位置し、噴射ノズルの噴射範囲内に加工装置の固定台が位置して構成されることを特徴とする。
(もっと読む)
液体ホーニング加工に用いるスラリー飛散防止用遮蔽具
【課題】
液体ホーニング加工の際に用いられる遮蔽部材が、噴射ガンから噴射されたスラリーの衝突によって摩耗するのを防ぐ。
【解決手段】
耐摩耗性材料からなり、有底円筒状をなした筒状部の開口端側に拡径したつば部が一体的に形成されているカップ本体の内径底面に耐摩耗性材料からなる円板状の底板を取りはずし自在に設置せしめる。
(もっと読む)
自動全面研掃装置
【課題】小径でも転動性が悪い被研掃物や大径な被研掃物であっても短時間で効率良く周囲全面が均等に研掃されるよう、自動的に転動させながら研掃することができるとともに、被研掃物を容易に排出することができる研掃装置を提供する。
【解決手段】被研掃物を収納して研掃時に被研掃物を転動させるべく回転するバレルを備える研掃装置において、回転軸を含む両方の側面に被研掃物を投入・排出するための開口部2aを設けるバレル2、バレルの開口部を除く外周を回転自在に支持する支持枠体3、バレルから被研掃物を排出する際にバレルの開口部を下方に向けるバレル傾斜モータ5からなる傾斜バレル構造体6と、バレル内に被研掃物を投入する位置とバレル内に研掃材が投射される位置とに位置させるべく傾斜バレル構造体を移動するバレル移動モータ7と、研掃材が投射される位置のバレルの両方の開口部に配置された研掃材投射機とを備える。
(もっと読む)
鉄骨の表面処理用ブースおよび表面処理方法
【課題】鉄骨が露出した構造物においてケレンやオープンブラストの粉塵の飛散を防止し、オープンブラスト、溶射や塗装等の表面処理における環境汚染を回避し、作業員の安全な作業環境を確保する。
【解決手段】上記課題を解決するために、本発明にかかる鉄骨の表面処理用ブース100の代表的な構成は、鉄骨12に取り付けられ鉄骨12の軸方向にほぼ直交する端面112、132を形成する複数の端面部材(上端面部材110、下端面部材130)と、端面部材に張り渡されて鉄骨12の周囲に空間を形成するシート150と、端面部材の外周部近傍に配置されシート150を固定するクランプ128、148と、を備えることを特徴とする。
(もっと読む)
ブラスト用防塵装置
【課題】粒径分布に幅があるブラスト処理の粉塵をフード外部へ適切に排出することができ、さらに軽量でハンドリング性に優れたブラスト用防塵装置を提供する。
【解決手段】ブラスト面41を囲繞し、研掃材または研掃屑を含む粉塵の飛散を防止するブラスト用防塵装置1において、ブラスト面41に対向する面に形成される開口部12と、研掃材噴射ノズル2が挿入される挿入口13とを有する筐体状のフード11と、フードの開口部周囲とブラスト面との隙間を密閉するシール手段21と、フード11の底部に接続される底部排出管14を有し、該底部排出管より粉塵を落下させて排出する第1の粉塵排出手段と、フードの底部より上方に接続される上部排出管16と、フードの内部空間を負圧にする負圧生成手段とを有し、フード11内の粉塵を含む空気を負圧により上部排出管16から排気する第2の粉塵排出手段とを備える。
(もっと読む)
エアブラスト装置の搬送テーブル
【課題】ワークの必要な位置決め精度を確保する。
【解決手段】圧縮空気により噴射される研掃材で表面が研掃される被研掃品を移動及び回転自在に載置するエアーブラスト装置の搬送テーブルにおいて、テーブル本体上に、鋸歯状に連続して配置される複数の三角棒材と、三角棒材の稜線に設けられる凹部と、凹部に嵌合されるゴム製の被研掃品支持部材とを有する。被研掃品支持部材は、四角柱形状を為し、凹部からの突出量が凹部への埋設量に対し9%〜17%であることを特徴とする。被研掃品支持部材は、シリコンゴム又は硬質ゴムで構成されている。
(もっと読む)
中空ばねおよびその製造方法
【課題】耐久性の向上を図ることができるのはもちろんのこと、ばね材の内面研磨の効率化を図ることができる中空ばねおよびその製造方法を提供する。
【解決手段】ブラスト装置100には、直線状でかつ中空状のばね材Wを用いる。ばね材Wの長さは、1.5m以上3.5m以下、内径は10mmΦ以下に設定されている。ばね材Wの内面研磨では、第1ブラスト処理および第2ブラスト処理を順次行う。第1ブラスト処理では、研磨材を、ばね材Wの開口部Waへ吐出するとともに開口部Wbから吸引し、第2ブラスト処理では、研磨材を、ばね材Wの開口部Wbへ吐出するとともに開口部Wbから吸引する。これにより、ばね材Wの内面がラッパ状になることを防止することができる。吐出圧力や吸引圧力等を適宜設定することにより、ばね材Wの内面の中央部と両端部とで研削量差が生じることを抑制することができる。
(もっと読む)
加工装置
【課題】対応できる駆動速度が向上するとともに、加工ヘッドが大型化することなく、破損を防止するこすることができる加工装置を提供する。
【解決手段】加工ヘッド接合面13と取付板接合面43とを接合することにより加工ヘッド1を移動させる加工装置で、取付板4に取付板接合面43側が開口するように形成された溝部41と、加工ヘッド接合面13上に、溝部41に挿入すると溝部41と下方が当接し上方に空間を有し加工ヘッド1の重量を支えるように形成された支持部6と、加工ヘッド接合面13上に高さ方向において支持部6より下方位置に形成された凸部7と、取付板接合面43側に凸部7が挿入され当接することにより位置決め可能に形成された凹部42と、取付板接合面43上に高さ方向において溝部41と凹部42との間に埋設して形成され加工ヘッド接合面13と吸着する永電磁石51とを備える。
(もっと読む)
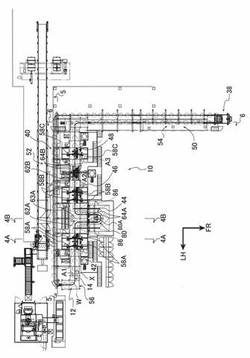
エア式ショット処理装置
【課題】ショット材の噴射状態が変動することを抑制すると共に、エア式ショット処理装置の小型化及び構造の簡素化を実現する。
【解決手段】エア式ショット処理装置10は、加工対象を保持可能に構成されると共に、回転可能且つ昇降可能とされたテーブル12と、テーブル12に対して鉛直方向に固定されると共に、耐摩ホース40を有する接続部44を介して加圧タンク46と接続され、加工対象に加圧空気と共にショット材を噴射可能とされたノズル16と、接続部44に設けられ、ノズル16から噴射されるショット材の噴射量を調節する噴射量調節部18と、テーブル12を回転させる回転駆動部20と、テーブル12を昇降させる昇降駆動部22と、テーブル12が回転された状態で加工対象にショット材が噴射されるように噴射量調節部18及び回転駆動部20を制御すると共に、テーブルが昇降されるように昇降駆動部22を制御する制御部24と、を備えている。
(もっと読む)
11 - 20 / 194
[ Back to top ]