
国際特許分類[B29C39/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764) | 加熱または冷却 (80)
国際特許分類[B29C39/38]に分類される特許
21 - 30 / 80
電磁波照射成形用のゴム型及び電磁波照射成形方法
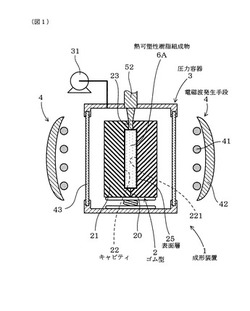
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、キャビティの内壁面付近における熱可塑性樹脂組成物を積極的に加熱することができ、成形する樹脂成形品の外観、形状、表面精度等の品質及び機械的強度を効果的に向上させることができる電磁波照射成形用のゴム型及び電磁波照射成形方法を提供すること。
【解決手段】電磁波照射成形用のゴム型2は、ゴム材料からなり、0.78〜2μmの波長領域を含む電磁波を照射して、キャビティ22内に充填する熱可塑性樹脂組成物6Aを加熱成形するために用いる。ゴム型2は、キャビティ22の内壁面221に赤外線吸収性能を有する表面層25を有している。
(もっと読む)
接合型レンズ用硬化性樹脂組成物、撮像レンズ、及び、撮像レンズの製造方法
【課題】260℃以上のリフロー処理における耐熱性、及び、レンズ間の密着性に優れる接合型レンズが製造可能であるとともに、レンズ製造におけるコスト削減、及び、レンズの軽量化を図ることのできる接合型レンズ用硬化性樹脂組成物を提供する。
【解決手段】(a)下記一般式(I)で表される化合物と
(b)ラジカル重合開始剤と
を含む接合型レンズ用硬化性樹脂組成物。
[一般式(I)中、R1は水素原子またはアルキル基を表し、Z1は2つの炭素原子及び硫黄原子と共に環構造を表す。]
(もっと読む)
透明熱可塑性樹脂組成物、並びにこれを用いた透明熱可塑性樹脂成形品及びその製造方法

【課題】曇価が20%以下である熱可塑性樹脂成形品を、電磁波照射成形によって迅速に成形することができる電磁波照射成形用の透明熱可塑性樹脂組成物、並びにこれを用いた透明熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】透明熱可塑性樹脂組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させるためのものである。透明熱可塑性樹脂組成物6Aは、透明熱可塑性樹脂成形品としたときの曇価が20%以下となるよう、透明熱可塑性樹脂100質量部に対して、赤外線吸収剤を0.0005〜0.1質量部含有してなる。
(もっと読む)
積層光学素子の製造方法
【課題】アニール工程を含む積層光学素子の製造において、高精度な積層光学素子を製造することができると共に製造リードタイムを短縮することができる積層光学素子の製造方法を提供する。
【解決手段】第1の光学基材2と第2の光学基材(第2の光学基材の材料3´)とを備える積層光学素子を製造する積層光学素子の製造方法において、第2の光学基材(第2の光学基材の材料3´)を加熱しつつ第1の光学基材2の内部応力を緩和させる内部応力緩和工程を含むようにする。
(もっと読む)
プラスチックレンズの製造方法
【課題】プラスチックレンズの製造方法を提供する。
【解決手段】エピスルフィド化合物と硫黄とを混合して反応させる反応工程S1と、この反応工程S1の後に、反応抑制剤を添加する(S2)と共に冷却する冷却工程S3と、この冷却工程S3の後に、得られたプレポリマーとポリチオール化合物とを混合する工程S4とを有し、冷却工程S3では冷却時間を一定時間に制御して冷却を行い、この一定時間を、30分〜90分の範囲内の特定の時間として、プラスチックレンズを製造する。
(もっと読む)
ウレタンフォームの加熱方法および加熱炉
【課題】より効率的に加熱でき、揮発性有機化合物質を容易に取り除くことができるウレタンフォームの加熱方法および加熱炉を提供する。
【解決手段】揮発性有機化合物質を含む軟質ポリウレタン発泡原料を発泡させ、シート状に加工したウレタンフォーム3を形成した後、ウレタンフォーム3を、加熱炉10中を通過して加熱するウレタンフォーム3の加熱方法であって、加熱炉10内においてウレタンフォーム3の進行方向を複数回変更させ、ウレタンフォーム3に熱風をあてるウレタンフォームの加熱方法である。加熱炉10内においてウレタンフォーム3の進行方向を変更させる機構4と、ウレタンフォーム3に熱風をあてる熱風の供給口6を有する加熱炉10である。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】厚さの厚い成形品をボイドや表面のしわ等の欠陥が発生するのを抑制した状態で効率よく製造することができる繊維強化樹脂成形品の製造方法を提供する。
【解決手段】誘導加熱手段26により加熱される成形型11を使用し、成形型11のキャビティ14内に強化繊維、導電材及び樹脂材料を収容した状態で、成形型11及び導電材を予め設定された時間加熱した後、誘導加熱を停止する。その後、成形型11内から繊維強化樹脂成形品を取り出す。導電材は、連続繊維の炭素繊維で形成されている。成形型11はRTM法により成形が可能に構成され、繊維強化樹脂成形品はRTM法により製造される。
(もっと読む)
RTM成形方法
【課題】比較的大きな三次元面状体に対しても、樹脂注入から含浸・硬化までの成形工程を、高速で実施し、かつ、従来問題となっていた製品外観や製品精度を向上させ、製品コストの低減をはかることが可能なRTM成形方法を提供すること。
【解決手段】複数の型からなる成形型のキャビティー部に強化繊維基材を配設し、型締めした後、樹脂を注入して成形するRTM成形方法において、前記強化繊維基材と接する成形型の少なくとも一面に樹脂注入口を設け、冷熱媒体が流れる機構を備えてなる樹脂注入部より吐出される樹脂を前記樹脂注入口から注入することを特徴とするRTM成形方法。
(もっと読む)
アスファルト製品小分け方法、アスファルト製品小分け装置および型枠
【課題】短時間で連続的にアスファルト製品を型枠の容積の大きさ以下に効率よく小分けして冷却することのできるアスファルト製品小分け方法を提供する。
【解決手段】型枠に液状冷媒を染み込ませて型枠を表乾状態にする表乾工程と、表乾状態の上面が開放した型枠内に、アスファルトを主成分とする溶融状態のアスファルト製品を注入する注入工程と、型枠内の溶融状態のアスファルト製品に液状冷媒を吹き付け、溶融状態のアスファルト製品の外周表面を冷却して硬化させる外周表面硬化工程と、型枠内の外周表面が硬化したアスファルト製品を液状冷媒で冷却する冷却工程と、型枠から脱型可能に外周が硬化したアスファルト製品を脱型する脱型工程とを備える。
(もっと読む)
シンタクチックフォームの製造方法
【課題】圧壊強度の向上を図る上で有利なシンタクチックフォームの製造方法を提供する。
【解決手段】熱硬化性樹脂が含浸されたマイクロバルーンMが収容されたモールド20を加熱用のオーブンに入れ、該オーブンの雰囲気温度を制御することにより、モールド20内のマイクロバルーンMに含浸された熱硬化性樹脂を加熱硬化させることでシンタクチックフォームを得る。この際、オーブン内の雰囲気温度Taを0度以上80度以下の第1温度で1時間以上保持する第1加熱工程P1と、第1加熱工程P2ののち、オーブン内の雰囲気温度Tbを第1温度T1の温度よりも高い第2温度T2まで上昇させたのちこの第2温度T2を熱硬化性樹脂が硬化するに足る時間保持する第2加熱工程P2とによって熱硬化性樹脂を加熱硬化させるようにした。
(もっと読む)
21 - 30 / 80
[ Back to top ]