
国際特許分類[B29C39/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764) | 加熱または冷却 (80)
国際特許分類[B29C39/38]に分類される特許
11 - 20 / 80
注型成形品の製造方法
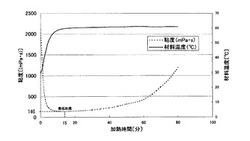
【課題】成形時間を短縮でき、注型成形品の生産効率の向上が可能な注型成形品の製造方法を提供する。
【解決手段】注型用樹脂材料を注型型に注入して加熱硬化させる注型成形品の製造方法において、前記注型型に注入する前に前記注型用樹脂材料を加熱し、前記注型用樹脂材料の粘度がその加熱温度で最低粘度に到達した後も加熱し続けて粘度を上昇させ、前記注型用樹脂材料の粘度が前記最低粘度よりも高くかつ加熱前の注型用樹脂材料の粘度よりも低い前記注型用樹脂材料を前記注型型に注入することを特徴とする。
(もっと読む)
熱硬化性プラスチック材料の高周波誘電加熱装置、及び熱硬化性プラスチックの成形方法

【課題】マイクロ波の誘電加熱を利用した装置に比べ、より安全で均一に素早い加熱が可能であり、高品質な熱硬化性プラスチックを形成可能な熱硬化性プラスチック材料の高周波誘電加熱装置を提供する。
【解決手段】高周波誘電加熱装置1は、熱硬化性プラスチック材料が注入されたモールドMを収容可能であり、収容したモールドMに対して照射可能に高周波を発生する高周波発生部2を備えており、モールドMに対する高周波の照射により、熱硬化性プラスチック材料を誘電加熱する。高周波発生部2は、電極としての下部電極4及び上部電極5を備えており、モールドMを搬送する搬送部3に高周波を供給するように配置されている。
(もっと読む)
成形方法
【課題】成形型ユニットを用い、液状の混合材料から製品を成形する方法であって、成形品中に気泡が存在することも成形品の表面が局部的に欠損することも容易に防止できるものを提供する。
【解決手段】材料で充填されためす型102を、それにおす型104が組み付けられた状態で攪拌機40内に配置し、その攪拌機により、めす型およびおす型を、真空圧下において、公転軸まわりに公転させつつ、その公転軸に対して偏心した自転軸まわりに自転させ、それにより、材料を攪拌しつつ脱泡する。その際、前記公転および前記自転のうちの少なくとも一方の速度を時間的に変化させ、それにより、めす型におす型が密着しない型開き状態と、回転中にめす型とおす型とのうちの少なくとも一方に発生する慣性力または遠心力によってめす型におす型が密着する型締まり状態とをそれらの順に実現する。
(もっと読む)
注形品の製造方法、金型及びガス絶縁開閉装置
【課題】熱硬化性の材料を用いた注形品の生産性を高める。
【解決手段】ポスト型の絶縁スペーサの製造方法は、熱硬化性の注形材料51を加熱された金型25内に加圧補給しながら、この金型25内における注形材料51の外周部分52を熱硬化させて半硬化物53を得る工程と、金型25内で得られた半硬化物53についての熱硬化がその中心部54側へ進行するときに生じる反応熱によって半硬化物53を中心部54から内部発熱させる工程と、金型25内で内部発熱した半硬化物53の熱膨張の発生に応じて、注形材料51の加圧補給を停止させる工程と、加圧補給を停止させた金型25内から半硬化物53を取り出し、この半硬化物53の内部発熱を継続させることによって、中心部54を含む半硬化物53全体を熱硬化させて絶縁スペーサを得る工程と、を有している。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】 樹脂封止されるために成形型に配置される封止前基板を、適切に予熱する。
【解決手段】 封止前基板5に装着されたチップを樹脂封止する樹脂封止装置1に、成形モジュール3A〜3Dと、各成形モジュール3A〜3Dに各々設けられた下型10と、下型10に相対向して各々設けられた上型と、各下型10に設けられ流動性樹脂によって満たされるキャビティ11と、各成形モジュール3A〜3Dまで封止前基板5を搬送する搬送機構9と、搬送機構9に設けられた第1のヒータと、搬送機構9から受け取った封止前基板5をキャビティ11の上方まで移送して上型の型面に引き渡す移送機構13と、移送機構13に設けられた第2のヒータとを備える。第1のヒータは封止前基板5を各成形モジュール3A〜3Dまで搬送する過程において、第2のヒータは受け取った封止前基板5を上型の型面に引き渡すまでの過程において、各々封止前基板5を面的に加熱する。
(もっと読む)
注型材料の予熱装置
【課題】樹脂タンク内の注型材料の樹脂温度を短時間で所定温度まで上昇させる。
【解決手段】注型材料2を充填する樹脂タンク1と、樹脂タンク1内に挿入するとともに、注型材料2を予熱する複数本のヒータ3a、3bと、注型材料2の樹脂温度を測定する温度センサ12と、樹脂タンク1を載置する回転架台13と加振架台14からなるタンク載置架台とを備え、温度センサ12で樹脂温度を測定しながらヒータ3a、3bを運転するとともに、複数本のヒータ3a、3bとタンク載置架台とを相対回転させることを特徴とする。
(もっと読む)
マイクロニードル製造方法とマイクロニードル基板
【課題】 貫通孔付のマイクロニードルを容易に製造することができるマイクロニードル製造方法を提供すると共にそのようなマイクロニードル製造方法により製造されたマイクロニードル基板を提供することにある。
【解決手段】 硬化性樹脂に熱又は光エネルギーを付与し、且つ、そのエネルギーを制御することにより上記硬化性樹脂の外周部を硬化部とすると共に内周部を未硬化部とし、次に、上記未硬化部の硬化性樹脂を除去することにより貫通孔を備えたマイクロニードルを得るようにしたもの。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
偏光レンズの製造方法
【課題】アスティグマが低減された高品質な偏光レンズをキャスト法によって製造する方法を提供すること。
【解決手段】成形型内部のキャビティに偏光膜を配置すること、上記偏光膜が配置されたキャビティに熱硬化性成分を含むレンズ原料液を注入すること、上記レンズ原料液を注入した成形型を加熱することにより前記熱硬化性成分の硬化反応を行うこと、および、上記硬化反応後に得られた成形体を成形型から取り出すことにより上記偏光膜を含む偏光レンズを得ること、を含む偏光レンズの製造方法。前記加熱を、少なくとも2段階以上昇温速度を変更する昇温プロファイルにより行い、かつ重合発熱ピークが発現する温度または重合発熱温度上昇率が最大となる温度(基準温度)を含まない温度域において、昇温速度を最大にする。
(もっと読む)
注型成形方法
【課題】成形時における金型内の樹脂の収縮量に応じて樹脂を追加注入する際に、金型の注入口が詰まることなく注入可能であり、成形品の表面側の形状を安定させ、且つかすれ不良なく、金型内に樹脂を充填可能であり、また、脱型時に樹脂が未硬化になりにくく、未硬化の樹脂が注入口や成形品に付着することをより確実に回避可能である注型成形方法の提供。
【解決手段】金型内部にある樹脂注入口近傍であって、周囲より容積の大きな空間に樹脂を充填する工程と、金型を形成する部位に温度差を設ける工程と、追加樹脂の注入中に金型の前記空間近傍を冷却する工程と、追加樹脂の注入後に金型の前記空間近傍を加熱する工程を含むことを特徴とする注型成形方法を提供する。
(もっと読む)
11 - 20 / 80
[ Back to top ]