
国際特許分類[B29C41/34]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型,コアまたはその他の基体を被覆することによる成形,すなわち.材料を付着し成形品を剥離することによる成形;そのための装置 (2,096) | 構成部品,細部または付属装置;補助操作 (540)
国際特許分類[B29C41/34]の下位に属する分類
型,コアまたはその他の基体上への成形材料の供給 (68)
型,コアまたはその他の基体 (127)
型,コアまたはその他の基体からの成形品の取り外し (28)
加熱または冷却 (69)
体積の変化,例.収縮,の補償 (5)
特別の条件,例.真空,下での成形 (44)
計量,制御または調整 (47)
国際特許分類[B29C41/34]に分類される特許
21 - 30 / 152
混合装置、流延ドープの製造方法及び溶液製膜方法
【課題】添加剤液が添加された原料ドープの攪拌を行ない、均質の流延ドープを得る。
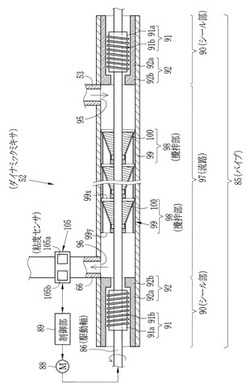
【解決手段】ポンプは、配管53を通して、原料ドープをダイナミックミキサ52へ送る。配管53に設けられたノズルは、原料ドープに添加剤液を添加する。ダイナミックミキサ52は、駆動軸86に設けられたタービン100の回転により、添加剤液及び原料ドープを攪拌する。ダイナミックミキサ52は、添加剤液及び原料ドープを流延ドープとして配管66へ送る。粘度センサ105aは流延ドープの粘度を測定する。制御部89は流延ドープの粘度の測定値から粘度の変動量を算出する。制御部89は、粘度の変動量から流延ドープの混合性が基準レベルを満たしているかを判定する。流延ドープの混合性が基準レベルを満たしていないと判定した場合には、制御部89は、駆動軸86の回転数を増大させる。
(もっと読む)
混合装置、流延ドープの製造方法及び溶液製膜方法

【課題】添加剤液が添加された原料ドープの攪拌を行ない、均質の流延ドープを得る。
【解決手段】ポンプは、配管を通して、原料ドープをダイナミックミキサ52へ送る。配管に設けられたノズルは、原料ドープに添加剤液を添加する。ダイナミックミキサ52は、駆動軸86に設けられたタービンの回転により、添加剤液及び原料ドープを攪拌する。ダイナミックミキサ52は、添加剤液及び原料ドープを流延ドープとして配管66へ送る。圧力センサ92ayはダイナミックミキサ52におけるシール圧P1を測定する。制御部89は、シール圧P1に基づいて、駆動軸86の回転数を制御する。
(もっと読む)
乾燥装置及び溶液製膜方法
【課題】幅広の流延膜について、均一に乾燥を行う。
【解決手段】流延膜30を乾燥する第2乾燥ユニットは、箱状の供給ダクトと、乾燥風402を送り出す垂直ノズル32bと、乾燥風402を吸引する吸引ダクト32cとを有する。供給ダクトは流延膜30の上方に設けられる。垂直ノズル32bは、供給ダクトの下面にて、供給ダクトから流延膜30に向けて突出する。吸引ダクト32cは、A方向へ並べられる垂直ノズル32bのB方向両側に設けられる。吸引ダクト32cには、乾燥風402を吸引する吸引口32cxが設けられる。吸引口32cxは、垂直ノズル32bに設けられた送風スリット32bxよりも、流延膜30から離れた位置に設けられる。複数の垂直ノズル32bの間に、乾燥風の吸引ルートが形成される。
(もっと読む)
フィルム裁断方法及びフィルム裁断装置
【課題】樹脂フィルムを搬送方向に裁断する際に生じるスリットカット不良を防止する。
【解決手段】回転体2は、溝部22を備え、その側壁が下刃221とされている。上刃31は、回転体2がフィルムFを搬送する方向に回転した状態で溝部22に侵入している。そのため、フィルムFは上刃31と下刃221とにより挟持されて裁断される。回転体2は表面に複数のサクション孔Hが形成されたサクションローラにより構成されている。そのため、フィルムFはシワSWが除去されて裁断される。
(もっと読む)
ダイ及びその製造方法
【課題】HIP処理によりダイ本体の母材と拡散接合されたHIP層からなるリップ部とすることにより、リップ部の組織が緻密化され、曲げ強度が大幅に改善されて、表面粗度を高精度に仕上げることができ、エッジ部が高精度のシャープエッジに仕上げられるとともに、リップ部以外のダイ流路も良好な耐食性及び耐摩耗性を有するダイを提供する。
【解決手段】ダイ本体4に形成されたダイ流路5の先端側にリップ部6,6が設けられ、ダイ流路5に供給される塗工液又は溶融樹脂をリップ部6から吐出するダイであって、リップ部6は、HIP処理により耐食性及び耐摩耗性の良好な合金粉末をダイ本体4の母材に直接拡散接合させたHIP層10によって形成され、リップ部6以外のダイ流路5を形成するダイ本体4内壁面に硬質クロムメッキ層20が被覆されている。
(もっと読む)
光学フィルムの製造装置
【課題】製造ラインを止めることなく、用途の異なる光学フィルムの連続的製造、ロールの交換およびロールの清掃が可能な光学フィルムの製造装置を提供すること。
【解決手段】1以上の鋳型ロール2および1以上の鏡面ロール3を備えた凹凸転写手段10を有し、該凹凸転写手段においてポリマーフィルム1を鋳型ロール2と鏡面ロール3に交互に張架させて搬送することにより、鋳型ロール表面の凹凸形状をポリマーフィルムに転写させる光学フィルムの製造装置であって、前記凹凸転写手段10におけるロールのうち少なくとも1つのロールが位置変更可能な可動式であることを特徴とする光学フィルムの製造装置。
(もっと読む)
バンドの製造方法及び設備、溶液製膜方法
【課題】従来よりも幅が広いバンドを製造し、厚み及び光学特性が均一な従来よりも幅が広い長尺のフィルムを製造する。
【解決手段】幅広のシート材である中央部材12の側縁12eを位置検出手段34で検出し、この検出結果に基づいて第1ローラ26、第2ローラ27により中央部材12の搬送経路を制御する。幅狭のシート部材である側部材11を第3ローラで中央部材12に寄せる。これにより、側部材11の側縁11eと中央部材12の側縁12eとの突き合わせ位置Pcが第4ローラ29上になるようにする。突き合わせた側部材11と中央部材12とを溶接装置42に送り、長手方向に溶接する。
(もっと読む)
ポリイミドフィルムの製造方法
【課題】 長手方向の延伸工程に発生するゲルフィルムの蛇行によるフィルム破れが発生しにくいポリイミドフィルムの製造方法を提供する。
【解決手段】 ポリアミド酸溶液を支持体上にフィルム状に連続的に押し出し又は塗布したゲルフィルムを剥離し、延伸、乾燥、熱処理するポリイミドフィルムの製造方法において、ゲルフィルムの全幅が接触しているバー又はロールの少なくとも片側に、ゲルフィルムの端面が接する蛇行防止蛇行防止板を設置し、この蛇行防止板にゲルフィルムの端面が接触する長さを8cm以上、かつ、この蛇行防止板の横を通過した時のゲルフィルムの溶媒濃度を80%以下に制御することを特徴とするポリイミドフィルムの製造方法。
(もっと読む)
風送装置及び風送方法並びに溶液製膜設備
【課題】フィードローラ対に耳部が貼り付いたり、巻き付いたりすることを防止する。
【解決手段】フィルムの耳部50aは耳切装置51によって切り離される。切り離された耳部50aは、吸引ダクト84を介して、クラッシャ55にまで風送される。吸引ダクト84に入る前の耳部50aは、フィードローラ対80によって挟持される。フィードローラ対80と吸引ダクト84との間には、フィードローラ対80に巻き付いた耳部50aを掻き落とすスクレーパー97,98が設けられる。スクレーパー97,98とフィードローラ対80との間には一定のクリアランスが設けられている。
(もっと読む)
テンタ装置及びテンタ装置内での異物除去方法並びに溶液製膜設備
【課題】フィルムの搬送を阻害する異物を除去してフィルムの搬送を安定させる。
【解決手段】ピンテンタ内のフィルムは、両側端部がピン72及びピンプレート73に担持された状態で搬送される。ピン72及びピンプレート73は、フィルムの担持が解放されると、ジェット風洗浄エリア83に送られる。ジェット風洗浄エリア83では、ピン72及びピンプレート73はチャンバ202内で覆われる。チャンバ202内では、ピン72及びピンプレート73に対してジェット風が吹き付けられる。このジェット風の吹き付けによって、フィルムの添加剤が液化又は固化したものやピン72をフィルムに差し込んだときに出る打ち抜きカスなどを含む異物がピン72及びピンプレート73から除去される。異物は吸引ノズルを介してチャンバ202外に排出される。
(もっと読む)
21 - 30 / 152
[ Back to top ]