
国際特許分類[B29C43/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 一定長の物品,すなわち.不連続物品,の圧縮成形 (1,922)
国際特許分類[B29C43/02]の下位に属する分類
可動型を用いるもの (73)
均等圧によるもの,すなわち.剛性部品またはダイスに対して非剛性圧力を作用させるもの (241)
数段階で行うもの (73)
鍛造 (2)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (615)
多層または多色物品の製造 (291)
国際特許分類[B29C43/02]に分類される特許
31 - 40 / 627
コンテナを製造するための装置

【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
圧縮成形システム

【課題】溶融樹脂塊搬送装置から成形金型へ溶融樹脂塊を受け渡す際に、受け渡し不良を安価な装置で検出するとともに、材料の無駄を省き装置の停止後素早く生産を復帰すること。
【解決手段】溶融樹脂塊供給装置3から圧縮成形機4の成形雌型20に溶融樹脂塊を受け渡す際に、溶融樹脂塊の受け渡し不良を検出する赤外線温度計13を備え、成形雌型20の溶融樹脂塊が供給される箇所の許容範囲よりも外側における成形雌型20の部位の温度を測定するようにした。溶融樹脂塊が存在すれば温度が高く、存在しなければ温度が低いので、前記部位の溶融樹脂塊の有無を判定し、受け渡し位置不良を検出できる。
(もっと読む)
機械的特性に優れる成型品並びにその製造方法及び製造装置
【課題】高強度を有し、更に組成によっては耐熱性と透明性を有する成形体を提供し、またそれを成形することを可能とする製造方法及び製造装置を提供する。
【解決手段】結晶化度が70%以上であり、結晶サイズが200nm以下である結晶性樹脂と、アスペクト比が10以上の繊維状フィラーを配合する樹脂組成物からなる成形品と、溶融した樹脂組成物を過冷却温度で高速圧縮成形することを特徴とする製造方法と、樹脂の溶融装置と高速圧縮成形装置を組み合わせて構成されてなる製造装置。
(もっと読む)
2−フェニル−4,4’−ジアミノジフェニルエーテル類を用いた成形性に優れたレジントランスファー成形用末端変性イミドオリゴマー、その混合物、およびそれらを含むワニス、ならびに、レジントランスファー成形により作製された耐熱性に優れるそれらの硬化樹脂およびそれらの繊維強化硬化樹脂。
【課題】低溶融粘度等の成形性に優れた、レジントランスファー成形に適した新規な末端変性イミドオリゴマー並びに当該末端変性イミドオリゴマーを用いて作製された熱的、機械的特性の高い硬化樹脂および繊維強化硬化樹脂の提供。
【解決手段】n=0のオリゴマーを10モル%以上含有する下式(1)のレジントランスファー成形用末端変性イミドオリゴマー。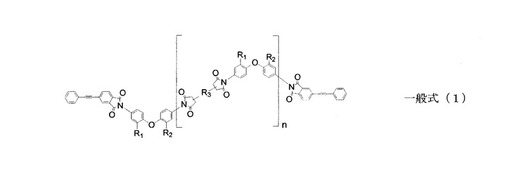
(式中、R1およびR2R3は特定の基)
(もっと読む)
繊維強化複合材料、およびその製造方法
【課題】強度、表面外観、および耐熱性に優れ、スポーツ用途または一般産業用途などの各種用途に好適な繊維強化複合材料の製造方法を提供する。
【解決手段】少なくとも強化繊維と熱硬化性樹脂とからなるプリプレグから、ガラス転移温度が160℃以上である繊維強化複合材料を加圧成形により製造する方法であって、成形圧力(P)と樹脂粘度(η*)が下記(1)〜(3)を満たす条件で成形することを特徴とする、繊維強化複合材料の製造方法。(1)成形圧力(P)/樹脂粘度(η*)の最大値が、0.3×106〜1.5×106/s。(2)成形開始からP/η*が0.01×106以上の範囲のP/η*の時間積分値が、55×106〜380×106。(3)η*の最低値が、0.7Pa・s以上。
(もっと読む)
繊維強化複合材料およびその成形体
【課題】繊維強化がはかれるとともに、複合繊維糸の織物状シートの成形時の伸度を大きくでき、成形時に所要の金型形状への追随性を改善し、賦形性の高い繊維複合材料およびその成形体を提供すること。
【解決手段】炭素繊維束3または/および天然繊維糸4に熱可塑性の合成繊維糸の掛合糸5をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸1を形成し、この巻縫いしてうねりを設けた複合繊維糸1を経糸および/または緯糸として所定の大きさの織物状シートを織成して、この織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合した繊維強化複合材料と、それを所要の曲面形状に成形した繊維強化複合成形体。
(もっと読む)
成形品の製造方法
【課題】熱可塑性樹脂をマトリックス樹脂とした繊維強化基材よりなり、加熱溶融した際に弾性回復性を有するプリプレグを用いたプレス成形で、熱可塑性樹脂の分解によるガスの発生を抑えた成形方法を提供する。
【解決手段】以下の工程A〜Eを順に経て成形品を得る。工程A:プリプレグを、そこに含浸された熱可塑性樹脂の融点よりも50℃高い温度で溶融しない樹脂フィルムでプリプレグ表面が露出しないように挟み込む工程。工程B:樹脂フィルムで挟まれたプリプレグを、ヒーター炉内に搬送し、プリプレグに含浸された熱可塑性樹脂を、その融点以上であって、かつ樹脂フィルムが溶融しない温度に加熱し、溶融させる工程。工程C:樹脂フィルムで挟まれたプリプレグから樹脂フィルムを除去したプリプレグを金型内に搬送、配置する工程。工程D:プリプレグを金型内で加圧冷却して成形品となす工程。工程E:金型から成形品を取り出す工程。
(もっと読む)
レンズアレイの製造方法
【課題】レンズアレイの厚みが均一になるようにしつつ、樹脂の加熱時間を短縮する
【解決手段】レンズアレイ10を第1の加熱部(120,130)と第2の加熱部(220,230)を用いて製造する製造方法であって、一対の成形型(20,30)の間に熱硬化性の樹脂を挟みこみ、成形型(20,30)の間に樹脂を挟みこんだ状態で、成形型(20,30)で挟み込んでいる樹脂が硬化開始温度に到達するまで、第1の加熱速度で成形型(20,30)を加熱する第1の加熱部を用いて、成形型(20,30)を均一に加熱し、樹脂が硬化開始温度に到達したときは、成形型(20,30)を加圧しながら、第1の加熱速度よりも大きい第2の加熱速度で成形型(20,30)を加熱する第2の加熱部を用いて、成形型(20,30)を加熱し、樹脂を硬化させるレンズアレイの製造方法。
(もっと読む)
樹脂部材の製造方法及び該製造方法で製造した樹脂部材。
【課題】 従来の断熱材、或いは樹脂部材は、カーボン繊維をフェルト状の物、又は織布にフェノール樹脂を含浸した物をニードルパンチ等で押圧し、乾燥させたシートを円筒状に巻き重ねて焼成したもので、カーボン繊維が縦横に絡まっている断熱材、或いは樹脂部材で強度や剛性も低く、外部への放熱を遮熱断熱する性能に課題があった。
【解決手段】 遠心分離機を備えた容器に開口部を設けた抄造枠を載置し、補強繊維と充填材と接合材を水中で分散混合し、定着剤で各材料を定着させた混合物を容器の抄造枠内に入れ、遠心分離機を回転させ混合物内の水分を20%〜70%開口部から外に放出し、残った円形又は略円形状の層状混合物を縦に切断し、乾燥炉等に入れ残存水分を1%〜7%位にし、圧縮成形機で平面、又は曲面状の強度や剛性も高く、断熱効果もある樹脂部材を成形する。
(もっと読む)
繊維強化プラスチック及びその製造方法
【課題】重量を増加することなく、剛性、耐衝撃性に優れた繊維強化プラスチック及びその製造方法を提供する。
【解決手段】熱可塑性樹脂中に炭素繊維、および、耐熱有機繊維を強化材として含んでなる繊維強化プラスチックであって、以下(1)および(2)を同時に満たし、かつ、熱可塑性樹脂中において、炭素繊維と耐熱有機繊維とが少なくとも一部で交絡していることを特徴とする繊維強化プラスチックとする。
(1)炭素繊維の重量:耐熱有機繊維の重量=90:10〜40:60
(2)炭素繊維と耐熱有機繊維の総重量:熱可塑性樹脂の重量=5:95〜70:30
また、炭素繊維、耐熱有機繊維、および、熱可塑性繊維を以下(1)および(2)を同時に満たす不織布を成形し、これを熱可塑性繊維の融点または軟化点以上で加熱しかつ加圧し、繊維強化プラスチックの製造する。
(1)炭素繊維の重量:耐熱有機繊維の重量=90:10〜40:60
(2)炭素繊維と耐熱有機繊維の総重量:熱可塑性繊維の重量=5:95〜70:30
(もっと読む)
31 - 40 / 627
[ Back to top ]