
国際特許分類[B29C43/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 一定長の物品,すなわち.不連続物品,の圧縮成形 (1,922)
国際特許分類[B29C43/02]の下位に属する分類
可動型を用いるもの (73)
均等圧によるもの,すなわち.剛性部品またはダイスに対して非剛性圧力を作用させるもの (241)
数段階で行うもの (73)
鍛造 (2)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (615)
多層または多色物品の製造 (291)
国際特許分類[B29C43/02]に分類される特許
51 - 60 / 627
熱転写成形装置及び熱転写成形方法
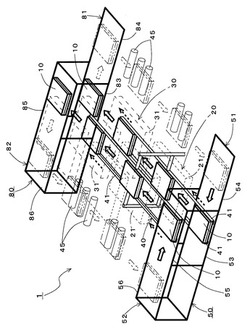
【課題】真空(減圧)条件の下で熱転写成形を行う成形装置に要する設備経費を圧縮し、かつ、時間当たりの生産性の向上も実現できる熱転写成形装置並びに及び熱転写成形方法を提供する。
【解決手段】被加工材を収容し減圧状態を維持する搬送成形ユニット10と、加熱盤部21を積層して備え加熱盤部同士の間に搬送成形ユニットを挟持して加熱及び加圧し搬送成形ユニット内の被加工材を加熱成形する加熱成形部20と、冷却盤部31を垂直方向に積層して備え冷却盤部同士の間に搬送成形ユニットを挟持して冷却及び加圧し複数の搬送成形ユニット内の被加工材を冷却する冷却部30と、搬送成形ユニットを掴持するチャック部41を備え搬送成形ユニットを載置かつ搬送する搬送装置40とを有し、搬送装置が、搬送成形ユニットを加熱成形部、冷却部の前進方向の配置順で搬送する熱転写成形装置1並びに同装置1を用いた熱転写成形方法である。
(もっと読む)
車両用内装材の製造方法

【課題】深絞り成形で成形された部位の薄肉化を抑制可能な車両用内装材の製造方法を得ることを目的とする。
【解決手段】温度制御手段62は、ドアトリム12を構成する基材30のうち、ドアアームレスト部26となる深絞り部30Bの加熱温度が、トリム本体部12Aとなる基材本体部30Aの加熱温度よりも低くなるように、各加熱器46A,46Bの加熱ブロックの加熱温度を制御する。更に、温度制御手段62は、基材本体部30Aのうち、深絞り部30Bと隣接する部位(以下、「隣接部位30AR」という)の加熱温度が、基材本体部30Aの他の部位の加熱温度(基準温度)よりも高くなるように、各加熱器46A,46Bの加熱ブロックの加熱温度を制御する。
(もっと読む)
ウエザーストリップ
【課題】圧縮成形体のスリット状開口部を容易に閉じることができるウエザーストリップを提供する。
【解決手段】二つの押出成形品10、20の端末部同士が圧縮成形体40によって一体連続状に連結され、圧縮成形体40の中空シール部43の周壁部のうち、一側壁部46に中空シール部43の内周壁面を形成する中子型を脱型するためのスリット状開口部47が形成される。スリット状開口部47は、打込工具80によって打ち込まれる連結ピン70によって閉じられ、連結ピン70は、スリット状開口部47に跨る連結柱部71と、この連結柱部71の両端に直交する方向に形成されてスリット状開口部47の両側部近傍の外側面にそれぞれ係止される係止部72、73を有している。
(もっと読む)
繊維強化プラスチック平板およびその製造方法
【課題】強化繊維として、例えば長さ1インチ程度のガラス繊維等のように平板厚みよりも長い長繊維を含有するSMCまたはBMCによる繊維強化プラスチック平板において、強度を維持しつつ平板の反りを低減することができる繊維強化プラスチック平板およびその製造方法を提供すること。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板において、前記成型品の平板厚みよりも全長が長い長繊維と、この平板厚みよりも全長が短い短繊維および/または放射状針状結晶とを含有することを特徴としている。
(もっと読む)
半硬化物、硬化物およびそれらの製造方法、光学部品、硬化樹脂組成物
【課題】半硬化物の変形性をコントロールすることにより、成形時のバリの発生が抑制され、成形後の良品率が高く、リフロー工程に用いられる程度に耐熱性が高い硬化物の製造方法の提供。
【解決手段】(メタ)アクリレートモノマー、非共役ビニリデン基含有化合物、および熱ラジカル重合開始剤を含有する硬化樹脂組成物に対して光照射および加熱のうち少なくとも一方を行って、25℃、周波数10Hzにおける複素粘度が105〜108mPa・sの半硬化物を得る工程と、前記半硬化物を成形型に入れ加圧変形し、加熱して熱重合させて硬化物を得る熱重合工程と、を含む硬化物の製造方法(但し、非共役ビニリデン基含有化合物は、(メタ)アクリレートモノマーを含まない。前記半硬化物を得る工程が前記硬化樹脂組成物に対して光照射する工程を含む場合は、前記ラジカル重合開始剤がさらに光ラジカル重合開始剤を含む。)。
(もっと読む)
トーチボディ製造方法およびトーチボディおよび切断用トーチ
【課題】樹脂成型条件の裕度を広げ、樹脂の成型不良を抑制するトーチボディの製造方法、トーチボディ、このトーチボディを備えた切断用トーチを提供する。
【解決手段】金属部材の形状に応じて加工されトーチボディ1を絶縁被覆する樹脂部3を形成するための第1の樹脂注型部と第1の樹脂注型部と繋がっており第1の樹脂注型部から樹脂が流れ込むように加工され樹脂逃げ部を形成するための樹脂逃げ部6形成部とを設けた第1の金型に前記金属部材2を配置し、金属部材の形状に応じて加工され樹脂部3を形成するための第2の樹脂注型部を設けた第2の金型を第1の金型と組み合わせ、組み合わせた第1の金型と第2の金型に樹脂を注入して硬化し、金属部材と樹脂部と樹脂逃げ部とが一体となったトーチボディから第1の金型と第2の金型を取り外し、金属部材と樹脂部と樹脂逃げ部とが一体となったトーチボディから樹脂逃げ部を取り除く。
(もっと読む)
樹脂成形装置
【課題】樹脂成形装置の性能を向上する。
【解決手段】樹脂成形装置10は、樹脂供給装置50と、樹脂供給装置50を中心として周囲に配置された複数のプレス装置30a、30bとを備え、樹脂供給装置50から供給された液状樹脂を成形するものである。樹脂供給装置50が、液状樹脂を滴下する滴下機構59と、滴下機構59を複数のプレス装置30a、30bのそれぞれに対する位置に移動する回転機構52と、滴下機構59をプレス装置30a、30bの内部と外部との間で進退動させる進退駆動機構とを有する。
(もっと読む)
プラスチック成形品の成形方法
【課題】賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法の提供を目的とする。
【解決手段】プラスチック成形品の成形方法は、ガスが含浸され、固化したプラスチック基板6に対して、賦形面51を転写面61に押圧した状態で、転写面61を加熱し、賦形面51の構造を転写面61に転写する工程と、賦形面51を転写面61に押圧した状態で、プラスチック基板6を固化工程と、押圧した状態を解除することによって、加熱によりプラスチック基板6から放出され、押圧した状態により圧縮されていたガスを膨張させ、この膨張するガスを利用して、離型させる工程とを有する。
(もっと読む)
多孔質体内の樹脂のボイド成長解析方法
【課題】多孔質体の樹脂含浸成形おける樹脂内のボイドの生成・成長,流動挙動,分布を大局的に予測することを可能にする多孔質体内の樹脂のボイド成長解析方法を提供する。
【解決手段】樹脂材料を含浸させた多孔質体を金型で加熱圧縮することにより多孔質体の内部に発生するボイドの分布を解析する方法において,樹脂材料が充填された多孔質体の形状を3次元ソリッド要素に分割し,樹脂材料が充填された多孔質体の物性値と金型で多孔質体を加圧する加圧力を含む境界条件を入力し,金型で多孔質体を加熱時に樹脂材料から発生するガスの体積の時間変化を予め実験的に測定して求めたデータベースを用いて流体解析により3次元ソリッド要素に分割した多孔質体の樹脂密度の分布を求め、この求めた3次元ソリッド要素に分割した多孔質体の樹脂密度の分布を金型で加圧する前の多孔質体の樹脂密度の分布と並べて画面上に図示するようにした。
(もっと読む)
光学素子の成形装置及び成形方法
【課題】本発明は、成形装置の熱変形を有効に抑制し、この熱変形を抑制することによって、高精度の光学素子を歩留まり良く製造する光学素子の成形装置を提供する。
【解決手段】上型と下型の間に光学素材が置かれた成形型80を、チャンバー2内に設けた加熱、プレス成形及び冷却の各ステージ3,4,5へ順次搬送して光学素子を成形する成形装置であって、加熱、プレス成形及び冷却の各ステージにおいて成形型80を搭載し、搭載された成形型80に対して、それぞれ加熱、プレス成形及び冷却の各プロセスを行う上下一対の複数組のプレート3b,4b,5bと、加熱、プレス成形及び冷却の各プロセスを制御する制御手段と、を備え、上側のプレスプレート4bが、それを上下動させるシャフト4dと、シャフト4dの動作時に生じる水平方向の力に応じてプレスプレート4bを水平方向へ移動させる水平移動手段4eを介して接続されている光学素子の成形装置1。
(もっと読む)
51 - 60 / 627
[ Back to top ]