
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
1,381 - 1,390 / 1,429
熱硬化性発泡ウレタンゴム射出成形法及び射出成形装置
【目的】熱硬化反応の加熱温度が比較的低く、しかもその硬化開始温度以上になれば急速に硬化する、温度幅の狭い熱硬化性発泡ウレタンゴムの異形成形品の射出成形が可能な射出成形法及び射出成形装置を提供する。
【構成】高粘度材料へのガス混入方法を用いて、熱硬化性発泡ウレタンゴム材料を形成し、これを射出成形機ノズルに導入し、この射出成形機ノズルから、前記熱硬化性発泡ウレタンゴム材料が金型のキャビティに射出充填され、この充填完了直前又は充填後に、前記キャビティがIHコイルによって加熱制御されることを特徴とする熱硬化性発泡ウレタンゴム射出成形法である。
(もっと読む)
発泡樹脂成形品の製造方法および発泡成形装置

【課題】 発泡樹脂成形品の軽量化や寸法精度の向上を図るとともに、外観不良やバリの発生を防ぐ。
【解決手段】 予備作業として非発泡成形を行う。金型を加熱しながら、発泡剤が混入されていない樹脂をキャビティ3内に射出し、この時の樹脂圧力を測定する。樹脂がキャビティ3内に充填されたら、金型を急冷し、両金型1,2を開いて成形品を取り出す。この非発泡成形品の外観が良好であれば、その工程における樹脂圧力を標準樹脂圧力とする。そして、金型の型締め力を、標準樹脂圧力×キャビティ3の投影面積の0.5〜1.0倍に設定し、発泡成形工程を行う。すなわち、このように設定した型締め力で金型を閉め、金型を加熱しながら、発泡剤が混入された樹脂をキャビティ3内に射出する。樹脂がキャビティ3内に充填されたら、金型を急冷し、両金型1,2を開いて成形品を取り出す。
(もっと読む)
発泡剤導入システム及び方法
本発明は、発泡剤をポリマー発泡処理システムに導入する発泡剤導入システム(10)及び方法を提供する。本方法は、成型サイクルの可塑化期間中に、発泡剤の1つ又は複数の投与量を押出装置(12)のポリマー材料に導入することを含むことが可能である。導入前に、投与量が、例えば入口弁(28)と出口弁(30)との間に画定される容積を有するアキュムレータ(20)において閉じ込められる。制御システム(29)が、システムパラメータに関する入力を受信することが可能であり(例えば、押出装置におけるポリマー材料の圧力、バレルにおけるスクリューの軸位置、スクリュー(34)が回転しているか否か、など)、入力に基づいて、発泡剤投与量を閉じ込め、かつ導入するために、弁の動作を調整する。導入システムは、射出成型及びブロー成型など、不連続可塑化プロセスにおいて使用されることが可能であり、発泡剤の精確な量を使用するプロセスにおいて特に有用であることがある。  (もっと読む)
(もっと読む)
特定の表面状態を得るためのマイクロ結晶性ポリアミドの使用
【課題】外側表面の全部または一部がマイクロ結晶性ポリアミドから成る特定の表面状態を有する物品を得るためのマイクロ結晶性ポリアミドの使用。
【解決手段】マイクロ結晶性ポリアミドのTgとTmとの間で高温で物品を製造する段階を含み、マイクロ結晶性ポリアミドの透明度が、標準的な加工方法、例えば射出成形およびシート押出/カレンダ加工で得られる厚さ1mmの物品を560ナノメートル波長で測定した時の光透過係数が80%以上である(透明度は標準的な加工法、例えば射出成形やシート押出/カレンダ加工で得た物品で測定)。マイクロ結晶性ポリアミドの結晶化度(ISO11357、40℃/分、DSCの第1回目の加熱)10%以上、30%以下であり、溶融エンタルピー(ISO11357、40℃/分、DSCの第1回目の加熱)が25J/g以上かつ75J/g以下であり、Tgが40〜90℃で、Tmが150〜200℃で、50重量%以上が≧C9モノマーの連鎖で得られるのが好ましい。
(もっと読む)
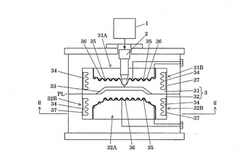
射出発泡成形金型、射出発泡成形方法及び表皮付き発泡樹脂部材
【課題】型閉めされた型内で樹脂表皮を成形した後、減圧発泡により発泡樹脂芯体をその樹脂表皮と一体に成形するべく微小型開きする際に、樹脂表皮が型面から剥がれるように変形することを抑える。
【解決手段】型閉めされた固定型40及び可動型50内に発泡樹脂材料を射出、充填し、表皮成形用型面41に接触する発泡樹脂材料を該型面41で冷却して固化させることにより、樹脂表皮3を成形する。その後微小型開きし、微小型開きされた固定型40及び可動型50内で、発泡樹脂材料を減圧発泡させるとともに冷却固化させることにより、樹脂表皮3に発泡樹脂芯体2を一体に成形する。このとき、凸状余分部12に対応する部分の樹脂表皮3を表皮成形用型面41の凹段部42から剥がすように変形させることにより、成形品部11の意匠面11aに対応する部分の樹脂表皮3の変形を抑える。
(もっと読む)
ポリフェニレンスルフィド(PPS)樹脂組成物、燃料電池用セパレーター、燃料電池、及び燃料電池用セパレーターの製造方法
【課題】燃料電池に必要とされる諸特性を満足する高品質な燃料電池用セパレーターを効率よく得ることができるPPS樹脂組成物、燃料電池用セパレーター、燃料電池、及び燃料電池用セパレーターの製造方法を提供すること。
【解決手段】PAS樹脂、導電性フィラー(黒鉛及び炭素繊維)、ポリオレフィン系ワックスを含有し、導電性フィラーの含有率が樹脂組成物全体の75〜85質量%であり、炭素繊維の含有率が樹脂組成物全体の1.0〜5.0質量%、ポリオレフィン系ワックス/(PAS樹脂+ポリオレフィン系ワックス)が0.05〜0.3であり、PAS樹脂の溶融粘度が20Pa・sec以下であり、黒鉛の平均粒子径が50〜150μm、嵩密度が0.6〜1.0g/cm3であるPPS樹脂組成物、燃料電池用セパレーター54、燃料電池、及び燃料電池用セパレーターの製造方法。
(もっと読む)
開閉キャップ及びその製造方法
【課題】バンドの変形を確実に防止して、バンドの切断を阻止する開閉キャップ及びその製造方法を提供する。
【解決手段】キャップ本体3と、周方向に延びるように設けられ、連結片12,13によってキャップ本体に連結されたバンド10とを具備し、前記バンドには、このバンドを周方向に分離可能に接続する接続片が周方向の少なくとも1ヶ所に設けられ、開閉キャップ2を開放するにあたり、前記バンドの内側から前記注出体に向けて突出する突起15,16,18が注出体の一部を乗り越えた際の応力により前記接続片が切断されるよう構成された開閉キャップについて、前記バンドを前記キャップ本体の下方に位置させ、前記連結片によって前記キャップ本体の下部に連結させる。そして、前記キャップ本体の下端に、前記バンドの内側が押し当てられて、前記バンドが半径方向内側に押しつぶされることを阻止する変形防止体9を、バンドの内側に設ける。
(もっと読む)
プラスチック光学素子及び光走査ユニット
【課題】 金型から成形品を取り出す際の離型変形を少なくし、長尺、薄肉形状であっても低歪で、かつ高い形状精度の転写面を確保することができるプラスチック光学素子を提供する。
【解決手段】 金型キャビティ内に樹脂が充填されて成形加工され、当該金型キャビティ面が転写された1つ以上の光学面5と、該光学面5の周辺部に形成された1つ以上のリブ6、7とを有するプラスチック光学素子(プラスチックレンズ4)において、前記光学面5の略光軸方向に伸びるリブ6、7の長さが、該光学面5を挟んだ左右で異なるようにした。
(もっと読む)
光学用樹脂レンズ及び光学用樹脂レンズの製造方法
【課題】 長時間のレーザ照射またはその他の光エネルギー照射条件下でも光学特性が劣化しない高耐久性を示す光学用樹脂レンズを提供する。
【解決手段】 空気雰囲気下の熱重量分析で測定された重量減少曲線の一次微分のピーク値が最大となる温度Ta(℃)と、空気雰囲気下の熱重量分析で測定された重量減少曲線の一次微分のピーク値が最小となる温度Tb(℃)の差が所定範囲内である樹脂組成物を含有する。
(もっと読む)
芳香族ポリカーボネート樹脂組成物の成形体の製造方法及び成形体
【課題】固体無機化合物を含む芳香族ポリカーボネート樹脂組成物を優れた外観特性を有する成形体として得るための製造方法及び成形体の提供。
【解決手段】芳香族ポリカーボネートを主体とする樹脂成分(A)100質量部、固体無機化合物(B)0.1〜200質量部、有機酸、有機酸エステル、有機酸無水物、有機酸ホスホニウム塩及び有機酸アンモニウム塩からなる群より選ばれる少なくとも1種類の化合物(C)0.001〜3質量部を含む芳香族ポリカーボネート樹脂組成物を射出成形する際に、溶融樹脂の第一の射出工程後に溶融樹脂を計量し、該計量部の容積増加率10%以下にて第二の射出工程に移行することを特徴とする射出成形体の製造方法。
(もっと読む)
1,381 - 1,390 / 1,429
[ Back to top ]