
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
1,411 - 1,420 / 1,429
電子装置用のハウジングシェル
本発明は、電子装置用のハウジングシェルに関するものであり、その際にハウジングシェルは耐熱性で、難燃性の熱可塑性プラスチックから射出成形法により製造される。その場合に前記熱可塑性プラスチックはポリアミドベースのハロゲン不含で難燃性のプラスチックである。 (もっと読む)
エネルギー吸収性混合物
弾性があり、変形速度につれて増大する変形下で抵抗性の負荷を見せ、未発泡であるか発泡されており、細分されているか細分されていない、i)第一のポリマー基の弾性がある材料および ii) i)とは異なる第二のポリマー基材料とからなり、 ii)が固体母材i)内に閉じ込められるi)の不存在時にはダイラタンシーを示す、未発泡で、発泡させられる時には発泡に先立って、ii)とi)が混ぜられて製造される混合物材料。 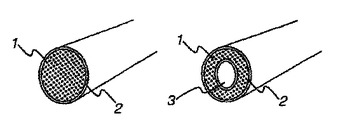 (もっと読む)
(もっと読む)
形状可変性能を有する合成樹脂成形体の製造方法および成型体
【課題】 形状可変性能を有する合成樹脂成形体の製造方法およびそれによる成型体を提供する。
【解決手段】 ポリアミド系熱可塑性樹脂粉にTi粉または酸化Ti粉の粉末を混入してなる原料により成形ペレットを作成する工程と、該成形ペレットをポリアミド系熱可塑性樹脂成形母材に10〜20vol%混入して成形原料とする工程と、該成形原料を80℃、4〜12hrs加熱乾燥する工程と、該加熱乾燥後直ちに成形温度260〜290℃、金型温度80〜120℃にて成形体の成形をする工程とを備えたことを特徴とする形状可変性能を有する合成樹脂成形体の製造方法、およびそれによる眼鏡フレーム、身体障害者用スプーンまたは製靴用型。
(もっと読む)
自動車ドアモジュール用基盤

【課題】 コスト、軽量性、耐衝撃性、機械的強度、さらにリサイクル性に優れた自動車ドアモジュール用基盤を提供することを目的とする。
【解決手段】 長繊維ガラス繊維−ポリプロピレンペレットを射出成形してなる自動車ドアモジュール用基盤。
(もっと読む)
軸状部品の成形方法及び成形用金型及び軸状成形体
【課題】軸状の成形品を、反り、変形を少なく高精度に生産できる、軸状部品の成形方法を提供する。
【解決手段】中空状の軸状部品を成形するための軸状部品の成形方法であって、金型のキャビティ15,16内に、軸状部品の中空部を成形するための中心ピン21を挿入する挿入工程と、キャビティ内に溶融樹脂を射出する射出工程と、中空部A,B,Cに圧縮ガスを注入する注入工程と、中心ピン21を中空部から退避させながら、ガスを中空部に充填する充填工程とを具備する。
(もっと読む)
耐熱・導電性樹脂組成物、及びこれより成形されたICトレイ
【課題】 125℃及び150℃耐熱性の安価で成形が容易なICトレイを提供する。
【解決手段】 結晶性のポリエステル系樹脂と非結晶性のポリカーボネート樹脂を基本樹脂組成物とし、さらにマイカ粉末、シランカップリング剤及び導電性カーボンブラックを含有する耐熱・導電性樹脂組成物及び該組成物より成形されたICトレイ。
(もっと読む)
木材に似た物性を有する物品の製造方法及び該方法によって製造された物品
【課題】 高分子材料組成物から木材に似た物性を有する物品を製造する方法及び該方法によって製造される物品
【解決手段】 (1) ポリエチレンテレフタレート80〜99重量%及びポリカーボネート1〜20重量%より成るポリマーブレンドを調製すること(2) 該ブレンドを溶融するまで加熱すること(3) 該溶融ブレンドに十分な量の不活性ガスを混入して0.5〜0.8の範囲内の比重を有する低密度ブレンドを形成すること、並びに(4) 該低密度ブレンドを成形または押出して成形物品とすることを含んで成る、木材に似た物性を有する物品の製造法、並びに該方法によって製造された物品。
(もっと読む)
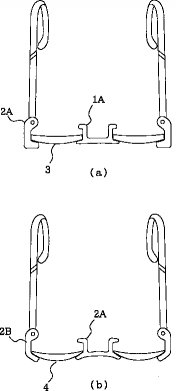
防水パン
【課題】 タッピングネジやテクスネジなどの各種ネジを用いてエプロンを自由な位置で取り付けることができ、また取り付け、取り外しを繰り返しても良好に装着することができる防水パンを提供する。
【解決手段】 ノルボルネン系モノマーを反応射出成形して得られるポリノルボルネン系樹脂からなる防水パン10である。浴槽30が載置される浴槽パン1と浴槽30の周縁部31との間にエプロン20が取り付けられる防水パン10であって、エプロン20を固定する取付フランジ4が一体的に形成されている。
(もっと読む)
繊維強化熱可塑性樹脂発泡成形体およびその製造方法
【課題】高発泡倍率であっても発泡成形体の強度特に曲げ剛性が低下せず、強度と軽量性を共に具備した繊維強化熱可塑性樹脂発泡成形体を開発する。
【解決手段】平均繊維長が1mm以上の強化繊維と熱可塑性樹脂を主成分とする発泡成形体であって、成形体表裏の最外層に形成された空隙のないスキン層と、強化繊維と熱可塑性樹脂とが梁構造を形成したコア層とからなり、該スキン層とコア層が連続的に一体化した繊維強化熱可塑性樹脂発泡成形体。
(もっと読む)
開口部を持つ反応射出成形体の製造方法と金型装置
1,411 - 1,420 / 1,429
[ Back to top ]