
国際特許分類[B29C45/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
国際特許分類[B29C45/02]に分類される特許
61 - 70 / 265
繊維強化樹脂成形品、およびその製造方法
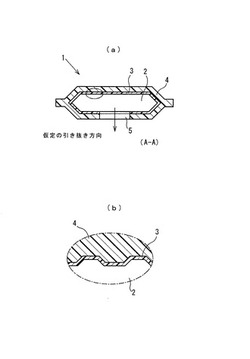
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
樹脂封止装置、及び樹脂封止方法

【課題】樹脂封止装置の第1、第2金型の当接位置の検出精度を向上させ、高品質な被封止品を安定して供給することができる。
【解決手段】樹脂封止装置100において、第1、第2金型114、115の相対位置に関係して変化する金型位置指標値Xを測定する金型位置指標値測定手段122と、第1、第2金型114、115に現に掛かっている閉じ圧力Pを測定する閉じ圧力測定手段124と、閉じ圧力Pが所定値PA以上になった以降において得られた2以上の閉じ圧力PA、PBと、金型位置指標値XA、XBとの関係から、閉じ圧力Pが零のときに対応する金型位置指標値X0を推定・演算する演算手段126と、を有し、閉じ圧力Pが零のときに対応する金型位置指標値X0を、第1、第2金型114、115の当接位置とする第1、第2金型114、115の当接位置の検出機構121を備えた。
(もっと読む)
成形機、その成形機を用いたモールドモータの製造方法、およびその製造方法により製造されたモールドモータを備えた電気機器
【課題】従来の成形手法によれば、副金型で形成される製品の一部の外観不具合やボイドの発生が多くなるという課題があり、またベアリングハウジングの寸法精度も悪化し、近年の低振動化・低騒音化には対応し難く、さらなる振動・騒音の低減が強く求められていた。
【解決手段】熱硬化性樹脂を挿入するポットを有し、熱硬化性樹脂を金型の内に加圧充填するために稼動させるプランジャーを有する成形機で、プランジャーの熱硬化性樹脂を加圧する面は複数の面に分割され、分割されたプランジャーの熱硬化性樹脂を加圧する面が、それぞれ加圧機によって制御される。
(もっと読む)
成形機、その成形機を用いたモールドモータの製造方法及びその製造方法によるモールドモータ
【課題】熱硬化性樹脂成形機では、副上金型で熱硬化性樹脂が直接接触・加圧されながら金型の内に充填するため、副上金型に直接接触している熱硬化性樹脂に流動が生じず、副上金型で形成される製品の一部の外観不具合やボイドの発生していた。
【解決手段】工程(a)は分割されたプランジャー9と分割された副上金型10が機械的に連結され、最終的にモールドモータを形成する形状とは異なった凹状の形態で、固定子巻線4と固定子鉄芯5が設置された金型の内に熱硬化性樹脂6を加圧・充填する前段階を示している。工程(b)は金型の内に熱硬化性樹脂を加圧・充填している工程を示しており、このとき、分割されたプランジャー9と分割された副上金型10が機械的に連結された部分は、最終的にモールドモータを形成する形状とは異なった凹状の形態で加圧・充填する段階を示している。
(もっと読む)
高圧ガスの定量供給装置および定量供給方法
【課題】射出成形機などに短時間の間に金型に樹脂を注入する際などに、この金型に炭酸ガスを精度よく注入でき、しかも成形機側の圧力変動に伴う炭酸ガスの注入量の変動を抑えて、発泡成形機への炭酸ガスを安定に定量供給する。
【解決手段】第1バッファータンク1と、第2バッファータンク2と、第2バッファータンクの下流側に設けられた流量調整弁5と、第1バッファータンクと第2バッファータンクの第1バルブ6と、第2バッファータンクと流量調整弁の間の第3バルブ7と、第2バッファータンクと第3バルブの間のガス供給経路から分岐した分岐経路の第2バルブ9と、制御部を備え、この制御部は、発泡成形機3にガスを供給する状態では、第1バルブと第2バルブを閉、第3バルブを開とするとともに、流量調整弁の下流側の圧力と第2バッファータンク内の圧力との差圧が低下することに基づいて流量調整弁の開度を制御する。
(もっと読む)
樹脂モールド金型
【課題】樹脂モールド部の厚さを被成形品に応じて調節する樹脂モールド金型を提供する。
【解決手段】樹脂60が充填されて被成形品が樹脂モールドされるキャビティ領域24aおよびキャビティ領域24aの内底面に通じる摺動孔が設けられたキャビティインサート221と、キャビティインサート221の摺動孔でガイドされて型開閉方向に可動し、キャビティ領域24aの内底面を構成する可動ブロック341と、型開閉方向においてそれぞれが互いに摺接するテーパ面を備えた可動テーパブロック381および固定テーパブロック371を有し、可動テーパブロック381の進退位置を調節することで、固定テーパブロック371を介して可動ブロック341の型開閉方向の位置を調節し、キャビティ領域24aの深さを調節する深さ調節機構とが、上型20側に具備されている。
(もっと読む)
電子部品の樹脂封止方法およびそれを用いて製造された電子部品封止成形品
【課題】電子部品の位置ずれおよび変形を低減するとともに、封止成形品の特性を向上させる。
【解決手段】プリント基板1が成形金型のキャビティ10内に配置される工程と、プリント基板1が配置されたキャビティ10内に液状の封止樹脂が流入される工程と、封止樹脂が固化される工程とを備えている。液状の封止樹脂が流入される工程においては、プリント基板1の上面側を液状の封止樹脂が流動する上面側流路12、および、プリント基板1の下面側を液状の封止樹脂が流動する下面側流路13が形成されている。プリント基板1には、上面側流路12と下面側流路13との液状の封止樹脂の流体抵抗の差を低減するために、上面側流路12または下面側流路13の一部の流路面積を減少させる障壁部材6が表面上に固定されている。
(もっと読む)
RTM成形用成形型
【課題】完全な脱泡ができず気泡が残った状態の樹脂が注入されても、成形体にボイドやピットが残ることを抑制でき、機械特性の発現率や表面品位が向上したFRP成形体を得ることができるRTM成形用成形型を提供する。
【解決手段】繊維基材を配置するためのキャビティ4と、樹脂を移送配置するための注入ランナー5と、注入ランナー5とキャビティ4とを前記端面に渡って繋ぎ、注入ランナー5からキャビティ4へ樹脂を注入するための注入ゲートと、キャビティ4の、注入ゲートと対向する位置の端面に配され、キャビティ4から樹脂を排出するための排出ゲート12とを有する成形型であって、注入ゲートは、注入ランナー5と繋がるゲート10とキャビティ4と繋がるゲート9を有し、それが繋げる端面に垂直な断面において、注入ランナー5と繋がる位置での高さが、キャビティと繋がる位置での高さより大きくなっている樹脂注入成形法用成形型。
(もっと読む)
RTM成形方法
【課題】大型のFRP成形品の成形に際し、欠陥を発生させず、品質向上が可能で、生産性に優れたRTM成形方法を提供する。
【解決手段】成形型1の複数の注入口6からキャビティ内4に樹脂を注入するRTM成形方法において、成形されるべきFRP成形品8の品質を改良すべき特定部位9とそのFRP成形品8の特定部位9に対応する成形型1の特定部位10とを設定し、該成形型1の特定部位10の動作条件または環境条件またはその両条件を他の部位とは異なる条件に設定することによりその特定部位における樹脂7の挙動を制御し、FRP成形品8の特定部位9を目標品質になるように成形することを特徴とするRTM成形方法。
(もっと読む)
トランスファ成形による成形法および成形品
【課題】インサート品の変形を抑制するトランスファ成形による成形法および成形品を提供する。
【解決手段】トランスファ成形による成形法は、金型5内のキャビティ5aにおいてインサート品3を封止するトランスファ成形による成形法であって、キャビティ5a内でインサート品3の表面を覆うことでキャビティ5a内でインサート品3の表面が露出しないように第1樹脂1をキャビティ5a内に注入する工程と、第1樹脂1が注入された後、注入する際の粘度が第1樹脂1より高い第2樹脂2をキャビティ5a内に注入する工程とを備えている。
(もっと読む)
61 - 70 / 265
[ Back to top ]