
国際特許分類[B29C45/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
国際特許分類[B29C45/02]に分類される特許
81 - 90 / 265
封止装置及び封止方法
【課題】プランジャの構成を簡素な状態に保ちながら、プランジャを加熱して、カル部近傍の封止用材料の硬化を促進可能とする。
【解決手段】封止用材料(樹脂タブレット160)を溶融させ、金型104に構成されたキャビティ118に注入して、キャビティ118に配置された基板102にある被封止品を封止する封止装置100において、樹脂タブレットが配置される金型104のポット142の側面にあるポケット144に敷設されたコイル148と、ポット142内で移動可能に配置されて樹脂タブレット160を押圧すると共に、コイル148に流れる交流電流で誘導加熱されるプランジャ150と、を備える。
(もっと読む)
封止装置及び封止方法

【課題】封止品の品質を保ちつつ、封止用材料の硬化時間の短縮により、生産性を向上させる。
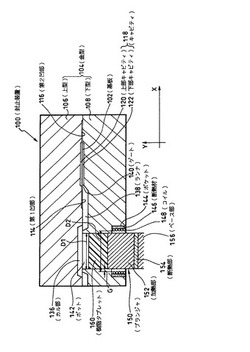
【解決手段】封止用材料(樹脂タブレット146)を溶融させ、金型104に設けられたカル部136を介してキャビティ118に注入して、キャビティ118に配置された基板102にある被封止品を封止する封止装置100において、カル部136に対峙してカル部136を形成する金型部分の上部の空隙124の底面126Aに配置された導電体130と、導電体130の外周に配置されるコイル131と、を備え、コイル131に交流電流が流されることにより導電体130が誘導加熱される。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】金型の床面積が小さく、装置全体を小型できるとともに、樹脂材料の使用効率が高い樹脂封止装置を提供する。
【解決手段】基板90の電子部品のうち、少なくとも先頭に位置する電子部品を上,下金型チェスの上型,下型キャビティ41,61内に充填した樹脂材料で封止する。ついで、上,下金型チェスを開いて基板90を所定の間隔だけずらし、再度、上,下金型チェスで基板90を挟持し、電子部品と異なる少なくとも2番目の電子部品を上型,下型キャビティ41,61内に充填した樹脂材料で樹脂封止する。
(もっと読む)
樹脂モールド金型及び樹脂モールド装置
【課題】被成形品を確実にクランプして樹脂モールドすることができ、高精度の樹脂モールドを可能として製造歩留まりを向上させることができる樹脂モールド金型及び樹脂モールド装置を提供する。
【解決手段】被成形品10をクランプして樹脂モールドする第1の金型70と第2の金型80とを備え、前記第1の金型70に、被成形品10に搭載された搭載部品10bに端面を対向させ、型開閉方向に摺動する第1のインサート部材73と、第1のインサート部材73を型開閉方向に押動して型開閉方向の位置を調節する押動部材75,77が装着され、前記第2の金型80に、前記被成形品10を支持し、型開閉方向に摺動する第2のインサート部材83と、該第2のインサート部材83を型開閉方向に押動して型開閉方向の位置を調節する押動部材85、87が装着されている。
(もっと読む)
半導体装置の樹脂封止方法及び半導体装置の樹脂封止装置
【課題】樹脂封止される電子部品の成形不良を減少できる樹脂封止方法を提供することにある。
【解決手段】半導体素子(5)及び接続ワイヤ(12)が配設されたリードフレームまたはサブストレート(4)からなる半導体装置を、対向する2つの金型のパーティング面に狭持し、圧縮成形法により樹脂封止する半導体装置の樹脂封止方法であって、樹脂量のばらつきを吸収する目的及び供給時に樹脂がキャビティ内よりはみ出さないようにする目的で、樹脂供給時には押圧機構(10,11)により可動キャビティ装置(9)を後退させてキャビティ(7)内の空間を広げ、前記樹脂が溶融してから前記リードフレームまたはサブストレート(4)を樹脂に浸漬させ、型締めが終わって前記樹脂が硬化する前に前記押圧機構を前進させて正規のキャビティ寸法及び成形圧力の位置に戻して前記半導体装置を樹脂成形する、ことを特徴とする半導体装置の樹脂封止方法。
(もっと読む)
樹脂封止型及び樹脂封止方法
【課題】 チップが装着された基板の端面と成形型の内側面との間に流動性樹脂が浸入することに起因する樹脂ばりの発生を、簡単な機構を使用して抑制する。
【解決手段】 キャビティ16が設けられた上型2と、上型2に対向する下型1とが設けられている。下型1の型面における基板20が配置される所定の領域9において、基板20の右側の端面が押し当てられる下型1の内側面10とは反対側に、斜面12を有するガイドピン11が設けられ、ガイドピン11の根元には適当な硬度と適当な弾性とを有する弾性部材からなるOリング13がはめ込まれている。基板20は、左側の端面がガイドピン11の斜面12に沿って下降した後に所定の領域9に配置される。この状態において、圧縮されたOリング13によって基板20の左側の端面が押圧されることにより、基板20の右側の端面が下型1の内側面10に向かって押し当てられる。
(もっと読む)
環状ポリエステルオリゴマーを高分子量化したポリエステル樹脂で封止した電気・電子部品の製造方法
【課題】従来から電気・電子部品の封止に使用されるエポキシ系の熱硬化性樹脂は、熱硬化時の異臭の問題があり、一般の熱可塑性樹脂を用い封止すると流動性に問題があり封止する形態に制限があった。
【解決手段】電気・電子部品を樹脂封止する工程を含む樹脂封止型電気・電子部品の製造方法において、環状ポリエステルオリゴマーを融点以上の温度で溶融させ封止金型に注入し、封止金型内部で前記環状ポリエステルオリゴマーを熱重合反応させることにより得られるポリエステル樹脂で電気・電子部品を樹脂封止することを特徴とする樹脂封止型電気・電子部品を製造する。
(もっと読む)
ハイブリッド加圧成形装置
【課題】型締めシリンダにより上型に型締め力を付与する際に、ボールねじ機構の損傷を防止してその耐久性を向上するハイブリッド加圧成形装置を提供する。
【解決手段】コラム14,15に下向きに連結された型締めシリンダ32のラム36の下端部に可動上型把持体39を介して上型16を装着する。コラム14,15に固定支持基盤71を介して支持されたボールねじ軸74にボールナット75を螺合し、該ナット75にナット取付筒体76を連結する。ナット取付筒体76の下端部に設けられたフランジ部78と、可動上型把持体39との間に相対移動許容機構77を設ける。可動上型把持体39とフランジ部78とをボルト79により連結し、可動上型把持体39の上面とフランジ部78の下面との間に隙間gを設ける。型締めシリンダ32による上型16の加圧時に、相対移動許容機構77によってボールねじ機構70が損傷するのを防止する。
(もっと読む)
モールド金型とこれを備えるモールド装置
【課題】流動性の高い成形用樹脂であっても、モールド金型を構成する金型部材間の隙間部分に進入した樹脂による不具合の発生を回避すること。
【解決手段】複数の金型部材を備えて構成され、金型パーティング面において熱硬化性樹脂230が供給される領域に接続する接続面を有する隙間S1〜S5が金型部材間に形成され、隙間S1〜S5を挟んで配置される金型部材の少なくとも一方に、熱硬化性樹脂230が供給される領域からの隙間S1〜S5の奥行き方向に対して交差する方向に沿って延在するように交差溝132,142,152,164,242,244,252が形成されていることを特徴とするモールド金型300。
(もっと読む)
電子部品の樹脂封止用の成形型及び樹脂封止方法
【課題】 流動性樹脂の樹脂圧に起因する基板の変形によって発生する、チップ装着面に装着されたチップの割れ、チップ装着面からのチップのはく離等の問題を抑制する。
【解決手段】 下型17と上型12とからなる電子部品の樹脂封止用の成形型において、下型17の型面に載置された基板1が有する複数の外部電極9に平面的に重ならないようにしてその型面に凸部18を設ける。凸部18は複数の外部電極9の厚さと実質的に等しい厚さを有する。これにより、下型17と上型12とが型締めした状態において流動性樹脂14の樹脂圧が基板1に加えられることに起因して発生する、基板1がチップ非装着面8の側に凸になるような変形を、凸部18が基板1を支えることによって防止する。
(もっと読む)
81 - 90 / 265
[ Back to top ]