
国際特許分類[B29C45/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 多層または多色物品の製造 (1,007)
国際特許分類[B29C45/16]に分類される特許
101 - 110 / 1,007
樹脂成形品の成形方法
【課題】非意匠面側に凹凸のある樹脂成形品を光輝性材料が混入している樹脂材によって成形したとき、非意匠面側での光輝性材料の乱れに伴うウェルドライン等が意匠面側では隠されて見栄えをよくする。
【解決手段】非意匠面側に凹凸のある樹脂成形品を、光輝性材料が分散状態で混入している樹脂材によって成形する樹脂成形品の成形方法であって、光輝性材料が混入した樹脂材14からなる溶融樹脂を金型10に注入して凹凸のある非意匠面22側を先に成形し、その後に同じく光輝性材料が混入した樹脂材14からなる溶融樹脂を金型10に注入して意匠面21側を成形する。
(もっと読む)
2色成形樹脂ウィンドウ及び2色成形樹脂ウィンドウの製造方法

【課題】外観品位の低下を抑制できる2色成形樹脂ウィンドウを提供する。
【解決手段】2色成形樹脂ウィンドウ1は、射出成形によりパネル形状に形成され、透明性を有する第1樹脂成形体10と、射出成形により第1樹脂成形体10の裏面10Bに一体化され、不透明性又は半透明性を有しつつ第1樹脂成形体10を補助する第2樹脂成形体20とを備える。第1樹脂成形体10の表面10Aには、第1樹脂成形体10と第2樹脂成形体20とが重なる領域である接合領域E2上で、第1樹脂成形体10のみの領域である透明領域E1と接合領域E2との境界Gに沿って延在する段差部51、52、53、54が形成されている。
(もっと読む)
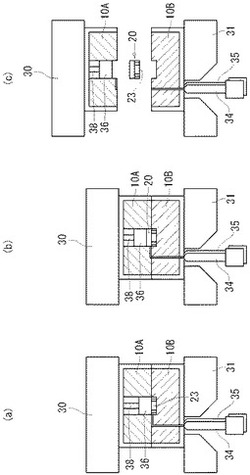
複層部材の製造方法
【課題】複層部材を効率よく製造する。
【解決手段】基材32の突条部34に合わせた凹溝部を有する第1成形型および第2成形型の間に画成された第1のキャビティに、樹脂原料を注入することで基材32を成形する。突条部34の一部が凹溝部に挿入されて該突条部34により凹溝部を塞いだ状態を保つように、第1成形型を第2成形型から第1のコアバックを行う。基材32と第1成形型との間に画成された第2のキャビティに発泡樹脂原料を注入し、第1成形型を第2成形型から第2のコアバックを行うことで、発泡樹脂原料を発泡膨張させて発泡体36を成形する。
(もっと読む)
複合成形体およびその製造方法
【課題】予め成形された予備成形体と後から供給される溶融樹脂との間で十分に高い接合強度が容易に得られるようにし、強度・剛性に優れた最終成形品としての複合成形体を効率よく製造できる方法、およびその方法により製造された複合成形体を提供する。
【解決手段】重量平均繊維長1mm以上の強化繊維を含む第1の繊維強化樹脂を用いて予備成形体を予め成形し、該予備成形体を型内に配置し、該型内に溶融した第2の繊維強化樹脂を射出し、射出された第2の繊維強化樹脂を予備成形体に接合して複合成形体を製造する方法であって、複合成形体に用いられる熱可塑性樹脂として少なくとも樹脂Aおよび樹脂Bの互いに異なる処方の樹脂を用い、予備成形体の少なくとも表層部を樹脂Bを用いて形成し、射出される第2の繊維強化樹脂には樹脂Aを使用し、樹脂Aにより与えられる熱により樹脂Bを溶融させ、該溶融を介して、第2の繊維強化樹脂を予備成形体に接合することを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
加飾シート及び加飾樹脂成型品
【課題】良好な三次元成形性及び形状安定性を維持しつつ、優れた耐傷性及び耐薬品性を有する加飾シート、及び該加飾シートを用いた加飾樹脂成型品を提供する。
【解決手段】少なくとも基材11と、透明フィルム13と、表面保護層15とをこの順に有する加飾シートであって、該表面保護層がポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含有する電離放射線硬化性樹脂組成物の硬化物からなる加飾シート、及びそれを用いた加飾樹脂成型品。
(もっと読む)
ベルトクランプ及びその製造方法
【課題】 結束された被結束物がずれにくいベルトクランプ及びその製造方法を提供することである。
【解決手段】 ベルトクランプ1のベルト部3におけるワイヤハーネス2との接触面にベルト側摩擦部16を一体に設け、同じくバックル部5におけるワイヤハーネス2との接触面にバックル側摩擦部23を一体に設ける。そして、ワイヤハーネス2を結束したときに、その外表面をベルト側摩擦部16とバックル側摩擦部23による大きな摩擦力で押圧することにより、ワイヤハーネス2が長手方向にずれること(横ずれ)を防止する。
(もっと読む)
二色成形品
【課題】従来においては得られなかった深みのある虹色光沢を呈し、かつ色相が極めて良好で立体感に溢れた外観を有する極めて意匠性に優れ、かつ高級感に富む二色成形品を提供すること。
【解決手段】(1)二色成形品の外郭部分を構成する熱可塑性樹脂材料が、ポリカーボネート樹脂(A)100重量部、りん系酸化防止剤(B)0.01〜0.2重量部および粉砕人工オパール(C)0.1〜10重量部を必須成分として含有するポリカーボネート樹脂組成物からなり、かつ(2)当該二色成形品の内郭部分を構成する熱可塑性樹脂材料が、透明性合成樹脂(D)または不透明性合成樹脂(E)からなる、二色成形用射出成形機を用いて、二種類の熱可塑性樹脂材料をそれぞれ成形してなる。
(もっと読む)
浴槽の製造方法
【課題】二層成形で浴槽を製造する際に、表面層を先の成形し、裏面層をその後に成形することにより、浴槽の製造効率を向上させることである。
【解決手段】二層成形によって表面層8と裏面層16とを成形する際、表面層8を先に成形する。その際、表面層8は裏面層16よりも傷が付きにくい等の高品質の樹脂で成形し、人目につき易い部位の見栄えを良好にする。また、裏面層9は表面層8よりも安価な樹脂で成形することにより、浴槽20の製造コストを低減する。
(もっと読む)
多色成形品および多色成形方法
【課題】 本発明は、1次成形の第1成形樹脂と2次成形の第2成形樹脂との密着性の相性が悪い場合でも適正な接合強度の成形品を成形することができる多色成形品および多色成形方法を提供することである。
【解決手段】 第1成形樹脂を射出成形して形成された光学素子1と、光学素子1と離間して配置され、第1成形樹脂とは異なる第2成形樹脂を射出成形して形成された着色外周部2と、光学素子1と着色外周部2との間に配置され、前記第1成形樹脂と前記第2成形樹脂とは異なる第3成形樹脂を光学素子1と着色外周部2との間に射出成形して形成された中間層(第3成形部)3とを有し、前記光学素子1と中間層3との結合界面および中間層3と着色外周部2との結合界面にそれぞれ熱溶融されて混合された状態で結合された第1の熱溶融結合部5、第2の熱溶融結合部6を設けた。
(もっと読む)
2色成形用金型及び2色成形品の成形方法
【課題】1次成形部を凹状に成形することなく、かつ、1次成形部が可動側金型とともに第1のキャビティから移動可能な2色射出成形金型及び2色射出成形方法を提供すること。
【解決手段】2色射出成形金型1は、可動側金型3と、第1のキャビティ41を可動側金型3との間に規定する第1の固定側金型5と、可動側金型3とともに1次成形部45が第1のキャビティ41から移動した際に、第2のキャビティ61を可動側金型3との間に規定する第2の固定側金型7とを備える。可動側金型3は、1次成形部45の成形時に第1の固定側金型5の固定側ランナ51から第1の樹脂43が流入する可動側ランナ55と、可動側ランナ55からの第1の樹脂43を第1のキャビティ41に射出し、第2のキャビティ61で2次成形部65が成形されるまで、1次成形部45と可動側ランナ55に残留した第1の樹脂43とが一体化された状態が保持されるゲート57,71とを備える。
(もっと読む)
101 - 110 / 1,007
[ Back to top ]