
国際特許分類[B29C45/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 多層または多色物品の製造 (1,007)
国際特許分類[B29C45/16]に分類される特許
121 - 130 / 1,007
型内被覆成形用金型
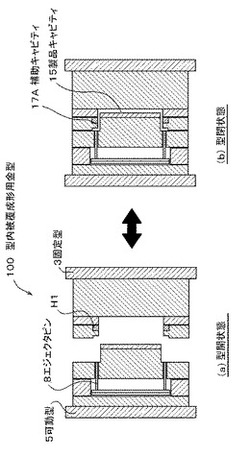
【課題】型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、樹脂成形品の両面に塗装を施しても塗料漏れしない漏れ防止機構を備えた型内被覆成形用金型を提供する。
【解決手段】型内被覆用成形金型の製品キャビティ15の外周部に金型開閉方向に延びる補助キャビティ17Aを設けて、該補助キャビティ17Aの固定側面及び可動型面に溝部を形成する。そして、樹脂の成形の際に、該溝部で補助キャビティで成形した部分の両面に突起を形成することによって、例え、金型を微開して塗料を注入したとしても、塗料が漏れ出さないシールを形成する。また、前記補助キャビティの先端に、エジェクターピン8等を配して、補助キャビティ17A部分をエジェクターピン8で突き出して製品を取り出す方式とすれば、製品取り出しの際にも、樹脂成形品の塗装面を傷つけることがない。
(もっと読む)
樹脂成形品の成形方法

【課題】結晶性高分子樹脂を用い、部分ごとに高い機械的強度と寸法精度とが要求される成形品を、形状の自由度が高く、かつ比較的簡素な工程で製造可能な樹脂成形品の成形方法を提供する。
【解決手段】可動型を型締め位置より固定型から離反させた状態にセットした成形型内に、結晶性高分子樹脂の融液をショートショット状態で射出する第1射出工程と、前記融液の温度が融点以下、結晶化温度以上の状態で、該融液が臨界伸張ひずみ速度以上のひずみ速度で伸張するように、前記可動型を高速で型締めして、前記融液を配向状態とすると共に、その状態を維持して結晶化させる結晶化工程と、該結晶化工程で形成された中間成形品の周辺部分を最終形状に成形するため、前記成形型または他の成形型で、前記中間成形品の周囲に追加樹脂の融液を射出する第2射出工程とを備える。
(もっと読む)
薄膜転写材及びその製造方法並びに薄膜付き成形体及びその製造方法
【課題】膜強度の優れた薄膜を成形体の表面に容易に形成することができる薄膜転写材を提供する。
【解決手段】仮支持体と、前記仮支持体の少なくとも一つの表面に形成されている微粒子積層膜とを備える薄膜転写材であって、
(1)前記積層膜は、微粒子を含む微粒子層の1層又は2層以上の積層であり、各微粒子層の少なくとも一箇所の微粒子間に空隙を有し、
(2)前記積層膜は、屈折率及び微粒子の平均一次粒子径の少なくともいずれかが異なる二種類以上の微粒子層の積層であるか、または一種類の微粒子層の1層又は2層以上であり、
(3)前記積層膜の前記仮支持体側から一種類目の1層以上の微粒子層を構成する微粒子の平均一次粒子径が、70〜500nmの範囲内である薄膜転写材。
(もっと読む)
型内被覆成形方法
【課題】 簡単な構造の金型を使用して、塗料の漏れを効果的に防止できる型内被覆成形方法を提供する。
【解決手段】 本発明によれば、固定型と可動型の間で、製品キャビティと、該製品キャビティの金型割面に隣接して該製品キャビティを周りから囲むようにして配された補助キャビティと、を形成する型内被覆成形用金型を用いて、該補助キャビティに対して、樹脂を補充填することにより、塗料漏れを防止するためのシール部を形成する。本発明は前述の構成により、簡単な構造の補助キャビティを利用して、塗料漏れを効果的に防止する。
また、本発明において、金型割面を金型開閉方向と略直行する方向に延びる方向に形成すれば補助キャビティの製作加工が容易であり、金型割面を金型開閉方向に延びる嵌合部とすれば非常に強力なシール部を形成することが可能である。
(もっと読む)
薄膜転写材及びその製造方法並びに薄膜付き成形体及びその製造方法
【課題】密着性、膜強度及び機械強度の優れた薄膜を成形体の表面に容易に形成することができる薄膜転写材を提供する。
【解決手段】 仮支持体と、その少なくとも一つの表面に形成されている微粒子積層膜とを備える薄膜転写材であって、
(1)前記積層膜は、微粒子を含む微粒子層の1層又は2層以上の積層であり、各微粒子層の少なくとも一箇所の微粒子間に空隙を有し、
(2)前記積層膜は、屈折率及び微粒子の平均一次粒子径の少なくともいずれかが異なる二種類以上の微粒子層の積層であるか、または一種類の微粒子層の1層又は2層以上であり、
前記微粒子積層膜中に(A)アミン化合物と、(B)重合性不飽和二重結合を一つ以上有するシリコーンオリゴマーとが付着している薄膜転写材。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 成形品の表面に2層あるいは3層の塗膜を形成することにより、色彩表現に優れた外観性の良い樹脂成形品を、効率的に生産できる金型とその成形塗装方法。
【解決手段】 共通金型と成形下塗り金型を閉じ合わせ、間に形成されるキャビティ内に溶融状態の樹脂を射出充填し、その後冷却固化して、樹脂成形品を成形する工程と、共通金型と成形下塗り金型を開き、樹脂成形品と成形下塗り金型の間に隙間を形成し、隙間内に下塗り塗料注入機から下塗り塗料を注入し硬化させる工程と、共通金型と成形下塗り金型を開き、共通金型が下塗り塗装された樹脂成形品を保持した状態で、共通金型と上塗り金型を閉じ合わす工程と、下塗りされた樹脂成形品と上塗り金型の間に形成される隙間に、上塗り塗料注入機から上塗り塗料を注入し硬化させる工程と、からなる金型内塗装方法。
(もっと読む)
体液浄化カラム、その製造方法及び製造装置
【課題】人体に有害な溶剤、微粉末片等の残留物はなく、1、2次射出成形が適用されているにも拘わらず接合強度、接合部の気密性、液密性等は高く、医療器具として安全に使用できる体液浄化カラムを提供する。
【解決手段】体液の出入り口(9、9)を有する容器本体と、該容器本体内に設けられている体液浄化用充填材(F)とからなる。容器本体は、1次射出成形により成形された一対の半容器(A、B)が接合部位(C)において2次射出成形により接合されたものである。その接合部位(C)は、本体部(Ah、Bh)から斜め内方に角度θで広がるように傾斜して延びている接合部(At、Bt)の突合せ先端部(T、T)の外周部に位置している。
(もっと読む)
電子装置用ハウジング及びその製造方法
【課題】金属状の外観効果を有し且つ摩損されにくい電子装置用ハウジング及びその製造方法を提供すること。
【解決手段】本発明に係る電子装置用ハウジングは、プラスチック基体及び前記プラスチック基体の表面に接合される加飾膜を備える。前記加飾膜は、透明なプラスチック薄膜と、前記プラスチック薄膜の表面に形成され且つ金属状の視覚効果を有する真空蒸着層と、前記真空蒸着層の表面に形成されるワニス層と、前記ワニス層の表面に形成されるカラー層と、前記カラー層の表面に形成される保護層と、前記保護層の表面に形成されるバインダー層と、を備える。前記プラスチック基体は、射出成形によって前記加飾膜のバインダー層に接合される。
(もっと読む)
ポリエステル製延伸発泡容器
【課題】不活性ガスを含浸させての加熱により形成された発泡層が非発泡のポリエステル容器本体の胴部外面に形成された構造を有していると共に、耐熱性に優れた延伸発泡ポリエステル容器を提供する。
【解決手段】口部5、胴部7、及び底部9を備えた非発泡ポリエステル容器本体1と、容器本体1の胴部外面に設けられた発泡セルを内部に有する発泡ポリエステル層3とから成り、非発泡ポリエステル容器本体1が、固有粘度が0.78以下のポリエステルを用いて形成されており、発泡ポリエステル層3が、固有粘度が0.80以上のポリエステルを用いて形成されていることを特徴とする。
(もっと読む)
二重壁構造を有する合成樹脂製ボトル
【課題】
本発明は、高級感のあるパッケージングの実現を目的とした二重壁構造を有するボトルの剥離を防止し、予期せぬ衝撃に対して装飾効果を失うことのない、美観に優れた合成成樹脂製ボトルを提供することを技術的課題とする。
【解決手段】
口筒部を有する合成樹脂製ブロー成形壜体であるボトル本体と、該ボトル本体の胴部と底部を外装する有底筒状の透明な合成樹脂製の外殻体とから構成され、前記外殻体は前記ボトル本体をインサート材とした射出成形により形成され、前記外殻体と前記ボトル本体とが密着している二重壁構造を有する合成樹脂製ボトルであって、前記外殻体内周面と前記ボトル本体の胴部外周面の密着部分に接着層を周設した構成とする。
(もっと読む)
121 - 130 / 1,007
[ Back to top ]