
国際特許分類[B29C45/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | スプルーまたはインゲートのための切断装置 (141)
国際特許分類[B29C45/38]に分類される特許
51 - 60 / 141
二色成形金型及び二色成形方法
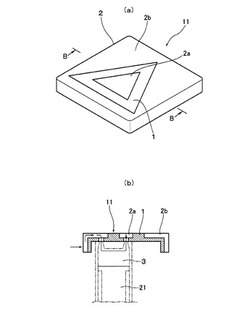
【課題】 第1部位の光透過性樹脂の裏側に第2部位の光遮蔽性樹脂が存在しない状態で二色成形を行う。
【解決手段】 光遮蔽性樹脂の第2部位2を射出成形する際に、第1部位1で包囲される第2部位2aの離面と、第1部位1で包囲されない第2部位2bの離面との間だけに光遮蔽性樹脂を流通させ、第1部位1で包囲される第2部位2aが存在する成形品部材11を成形し、共通雄型から成形品部材11を離型する際に第2部位2の離面側に残る残余部3を分断する。
(もっと読む)
射出発泡成形用金型

【課題】生産効率の低下を招くことなく、容易かつ適切なゲートカットを可能とする樹脂成形品を形成することができる射出発泡成形用金型を提供する。
【解決手段】スプル20に連通するゲート16およびそこに連通するキャビティ15を形成可能であり、溶融樹脂が充填された後、両金型11、12の距離を対向方向に広げてキャビティ15を型締状態よりも容積が増大させたコアバック状態とすることにより樹脂成形品を成形するための射出発泡成形用金型10である。両金型11、12のいずれか一方には、他方の金型12と協働してゲート16を形作る入子30が設けられ、入子30は、キャビティ15を型締状態からコアバック状態とすべく両金型11、12の距離が広げられるか否かに拘らずゲート16の容積が変動しないように、一方の金型11に移動可能に保持されるとともに付勢手段39により他方の金型12へ向けて付勢されている
(もっと読む)
筒状樹脂成形用の金型、及び筒状樹脂成形用の金型を用いて筒状樹脂品を製造する方法
【課題】筒状の樹脂成形品を射出成形法により金型で製造する際、スプルー樹脂部及びランナー樹脂部をランナー周に沿って、きれいにカットすること。
【解決手段】スプルーと筒状キャビティ間のランナーとゲートと、ランナー樹脂部3をカットするエジェクターピン23を含む金型100において、エジェクターピン23をランナーの周に沿って複数本備え、各エジェクターピン23の棒状部材23´の上端に設けた支持体26の平面に対し垂直方向に弾性力が作用する弾性体25を設け、支持体27に対し、ランナーの周に沿って弾性体25の弾性係数が徐々に変化するようにした。また、複数本のエジェクターピン23でランナー樹脂部3の周に沿って一本ずつ連続して突き上げするようにした。
(もっと読む)
樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置
【課題】樹脂成形品の取出しから仕上げ加工までを自動化することにより、仕上げ加工における位置決め工程を削減し、コストを低減させ、省スペースによる加工を可能とする、樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置を提案する。
【解決手段】取出しロボット11と、搬送装置13と、の間に、仕上げ加工ユニット12が配設され、該仕上げ加工ユニット12は、前記取出しロボット11から樹脂成形品Wが位置決め状態で移載され、該樹脂成形品Wを前記搬送装置13へと移載する、位置決め装置21a付きの汎用受具ロボット21と、前記樹脂成形品Wが、前記取出しロボット11、又は、前記汎用受具ロボット21、のいずれかに支持されている時間内に、前記樹脂成形品Wのゲートカット処理を行う、ゲートカットロボット31と、で構成される、樹脂成形品の仕上げ加工装置1。
(もっと読む)
射出成形装置及び射出成形品の成形方法
【課題】ウェルドラインを出現させることなくフレーム状射出成形品を寸法精度良く、正規の形状に成形する。
【解決手段】型閉じ位置Lと型開き位置Nとの間を相対移動し得るコア14を備えた可動型3と、前記可動型3と対向する位置に配置されるキャビティ20を備えた固定型4と、前記コア14の一部に設けられる打抜き方向Sに移動可能な可動コア部15と、前記キャビティ20の一部に設けられる打抜き方向Sに移動可能な可動キャビティ部21と、前記可動コア部15と可動キャビティ部21を打抜き方向Sに移動させる移動機構32とを備え、前記可動コア部15と可動キャビティ部21とによって平板状の一次成形品Bの一部を挟持した状態で打抜き方向Sに相対移動させることによってフレーム状成形品Aを得るように構成されている。
(もっと読む)
電池パックの製造方法、および製造装置
【課題】二次電池と回路基板とを一体化するための樹脂のモールド体を、高い生産性とコストダウンとを達成しながら成形して電池パック中間品を作製することができる電池パックの製造方法および製造装置を提供する。
【解決手段】成形材料の固化によりスプル3aの内部で形成された固化樹脂23に切れが生じない程度に小さく且つスプル3aの内部で形成された固化樹脂が断面積の縮径によりスプル3aの内周面から剥離される程度に大きな引張応力を固化樹脂23に付与する。そのために、固化樹脂23を保持したランナストリッパプレート7とノズル2およびスプルブッシュ3とを離隔させる。そして、その状態を所定時間だけ維持して、固化樹脂23をスプル3aの内周面から剥離させる。
(もっと読む)
導光板の成形金型および導光板の成形方法
【課題】 比較的簡単な金型構造により、導光板の反射面にパターンが形成可能であって、なおかつ成形時にゲートカットが可能な導光板の成形金型および成形方法を提供する。
【解決手段】 一方の金型13と他方の金型12の間で形成されるキャビティ14に溶融樹脂を射出充填して導光板Pの成形を行う導光板の成形金型11において、一方の金型13にパターンが形成された反射面形成面42bが設けられ、他方の金型12には一方の金型13に向けて突出されるゲートカッタ24が設けられている。
(もっと読む)
成形型及び成形方法
【課題】合成樹脂材料からなる円環状部品、例えば、転がり軸受けの保持器を製造するための成形型及び成形方法であって、高速充填、かつ、低圧圧縮射出成形法を用いることにより、真円度、反り、倒れ等について高精度の成形を行うことができ、かつ、ウエルド接合部の強度不足が改善され、また、ハイサイクル成形を可能にした成形型及び成形方法を提供する。
【解決手段】上型及び下型により形成された円環状のキャビティ内を型締めするとともにこのキャビティ内を均一圧縮する円環形状のピストンを後退させた状態として、キャビティ内に、このキャビティの内側部よりスプール、ランナー及びサブマリンゲートを介して溶融させた合成樹脂材料を一定量充填させ、充填の後、または、充填と同時に、ピストンを前進させてサブマリンゲートを塞ぎキャビティ内を隔離し、さらに、該ピストンを前進させ、キャビティ内全体において高密度の溶融樹脂材料を均一圧縮成形する。
(もっと読む)
射出成形機の突出し機構
【課題】 成形品の製品部とスプール部とを切断しながら突き出される成形型を使用して射出成形を行うときに、サイクルタイムが短くなるようにすることである。
【解決手段】 可動型9のゲート形成流路31を、可動型9のパーティングラインPLよりも内側に形成し、サブマリンゲート24とする。そして、可動型9に取り付けられる製品部突出しピン33とスプール部突出しピン34がそれぞれ独立して作動するように、別個の第1及び第2の油圧シリンダ35,37のピストンロッド35a,37aに連結する。第1油圧シリンダ35が製品部突出しピン33を突き出すタイミングと、第2油圧シリンダ37がスプール部突出しピン34を突き出すタイミングとを異ならせることにより、成形品200の製品部16とスプール部17とを別々に排出する。
(もっと読む)
円板状樹脂成形品への軸体組付け方法及び軸体組付け構造
【課題】作業工程数を削減して組み立て効率を向上させるとともに、樹脂成形品の成形時にウェルドラインが発生するのを防止する。
【解決手段】両端部が開口する中心孔6を中心部に有するとともに、該中心孔6の孔内にゲートが配置された樹脂製歯車2と、中心孔6に圧入される軸体3とを備え、軸体3を中心孔6に挿通することにより、ゲート残り8の部分でランナー残り7が切断・除去される。ゲート位置は中心孔6内において円板状本体4の裏面4bよりも所定の高さだけ上方に位置する箇所に設けられ、好ましくは、中心孔6の深さ方向における中央部に設けられる。
(もっと読む)
51 - 60 / 141
[ Back to top ]