
国際特許分類[B29C45/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | スプルーまたはインゲートのための切断装置 (141)
国際特許分類[B29C45/38]に分類される特許
41 - 50 / 141
ゲート跡切断装置
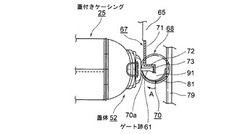
【課題】ゲート跡を切断する際に切断片が飛散するのを防止することができ、包装容器の生産性を向上させることができるうようにする。
【解決手段】蓋付きケーシング25を保持する保持部材と、移動自在に配設され、切断位置において、蓋体52に形成されたゲート跡61を切断し、かつ、切断されたゲート跡61を収容する収容部を形成し、退避位置において、収容部に収容されたゲート跡61を排出する切断要素とを有する。切断片が包装容器製造装置の周辺に飛散するのを防止することができ、装置の周辺が汚れることがない。切断要素の移動速度を高くすることができるので、包装容器の生産性を向上させることができる。
(もっと読む)
射出成形方法及び射出成形装置

【課題】成形品にバリが残らないようにし、合成樹脂の分離面も光沢があって肌荒れが無いように成形する。
【解決手段】固定金型部6のキャビティ形成面側及びゲートカット部材17を熱媒体通路35、36内に加熱用媒体を供給して加熱した後にキャビティS内に溶融した合成樹脂を注入し、この注入後に合成樹脂の圧縮密度を高めるべく注入圧力を維持して保圧し、注入された合成樹脂の流れが止まる直前又は直後にゲートカット部材17を作動させてゲート13内の合成樹脂とキャビティS内の合成樹脂とを分離させることにより合成樹脂がキャビティから出ようとする力をゲートカット部材17に加え、この分離後に固定金型部6のキャビティ形成面側及びゲート13内の合成樹脂を熱媒体通路35、36内に冷却用媒体を供給して冷却し、固定金型部6と可動金型部26とから取り出せる程度まで固化したら取り出す。
(もっと読む)
ゲート切り部材及びこれを備えた射出成型用金型
【課題】ダイレクトゲート型の成型金型における比較的太い径のダイレクトゲートであっても良好に切断してゲート仕上げを行うことができるゲート切り部材を提供する。
【解決手段】ダイレクトゲート30を切断する偏芯ロータ25であって、この偏芯ロータ25は、固定側型板4に回動自在に支持され、スプール10からキャビティ9に至る溶融樹脂の流路を形成すると共に、スプール10の中心軸11aに対して平行で、且つ所定間隔だけ偏芯した回転軸25aを有し、この回転軸25aを中心に回転することにより、ダイレクトゲート30を切断する。
(もっと読む)
多材射出成形装置および多材射出成形方法ならびに多材射出成形金型
【課題】ゲートの位置や形状に制約を生じることなく、多材射出成形を行うことが可能な多材射出成形技術を提供する。
【解決手段】固定金型とともに1材目成形品31aを成形するためのキャビティを構成する可動中子5を備えた可動金型4において、最終的な多材成形品を可動中子5から離型させるための成形品エジェクタピン16の他に、可動中子5を可動側型板6から突出させるための可動中子エジェクタピン11を設け、1材目成形品31aの成形後に、次の2材目成形品の成形に先立って、当該1材目成形品31aの時に形成された1材目成形品ゲート部31b、1材目成形品ランナ部31c、1材目成形品スプル部31d等の余剰樹脂を可動側型板6から離型させ、浮き上がらせてゲートカットを可能にし、2材目におけるゲート位置の配置等の自由度を高くした。
(もっと読む)
自動車用途ハンドルの射出成形工法及び自動車用途ハンドル
【課題】製造コストの低減を図ることができると共に、意匠性を損なわず、バリやヒケの問題も解決することができ、場合によっては肉盗み部を形成しなくてもよい自動車用途ハンドルの射出成形工法及び自動車用途ハンドルを提供する。
【解決手段】金型1は、製品キャビティ2が成形されている可動金型部3と、固定金型部4とからなり、固定金型部4には、射出用シリンダー5から注入される溶融樹脂が移動する第1樹脂流路6と、第1の栓体7が進退可能に設置されている第2樹脂流路8と、第2の栓体9が進退可能に設置されている第3樹脂流路10が形成されている。第2樹脂流路8及び第3樹脂流路10の各々に溜まった溶融樹脂は、断熱構造部16a、16bと加熱構造部17a、17bとによって、合成樹脂の相転移温度近傍に保たれる。
(もっと読む)
潤滑離型コーティング用組成物およびそれを用いた潤滑離型膜の形成方法、並びに金型およびその製造方法
【課題】特定のフッ素化合物を用いず、ゴムやプラスチック成型品を成型するための金属製の金型の内面に離型性や潤滑性を付与しつつ、耐熱性、耐圧性、耐久性に優れた潤滑離型膜を形成し得る潤滑離型コーティング用組成物およびそれを用いた潤滑離型膜の形成方法、並びに金型およびその製造方法を提供する。
【解決手段】少なくとも変性シリコーン樹脂とその硬化触媒と反応性シリコーンオイルとを含む潤滑離型コーティング用組成物。被塗対象面に、溶剤型シリコーンアクリル系プライマーを塗布後、焼付け硬化させること無く前記潤滑離型コーティング用組成物を塗布し、塗布膜全体を焼付け硬化させる潤滑離型膜の形成方法、並びに当該被塗対象面を金型基材における被成型物との接触面とし、下地層としてシリコーンアクリル系プライマー層が形成され、さらに前記潤滑離型コーティング用組成物からなる潤滑離型膜を積層する。
(もっと読む)
射出成形体および射出成形方法並びに射出成形用金型
【課題】糸引き現象の起こりやすい引張り破断伸びが100%以上であるような樹脂を成形する際に、ゲート内の樹脂と成形体とを断ち切って、糸引き現象を解消できると共に、貫通穴を有しない成形体などに対しても適用できる汎用のゲートカット性を有する射出成形方法およびそれに用いる射出成形用金型、またはそれによって得られる射出成形体とすることである。
【解決手段】合成樹脂製であってゲートカット痕2を有する円柱形の射出成形体1からなり、ゲートカット痕2は、射出成形体1を突出しピン3で射出成形用の金型4から突出す際、突出しピン3が金型内面に沿ってゲート口を口径方向に横断するように動作させたことによりカットされた切断面からなる。ゲートカット痕2は、ゲート口の周縁の金型内面にも接しながら動作した突出しピン3によってきれいな切断面が形成されたものになる。
(もっと読む)
透光性樹脂成型体の製造方法及び透光性樹脂成型体
【課題】 内部に動物のキャラクター等を模した物品が入った透光性樹脂成型体において、物品に透光性を持たせ、さらに従来にはない美観を有する透光性樹脂成型体を得るための透光性樹脂成型体の製造方法及び透光性樹脂成型体を提供する。
【解決手段】 物品と該物品を内蔵する外部樹脂成型体からなる透光性樹脂成型体の製造方法であって、前記物品を透光性を有する合成樹脂で成型し、前記物品の表面の一部に透光性を有する塗料を塗布し、次いで金型のキャビティ内に前記物品を配置し、しかる後、前記キャビティ内に透光性を有する合成樹脂を射出してキャビティ内に該合成樹脂を充填固化して前記物品の周囲に前記外部樹脂成型体を成型するとともに、外部樹脂成型体を成型する際の熱で前記塗料を前記物品から剥離させることを特徴とする透光性樹脂成型体の製造方法である。
(もっと読む)
射出成形用金型及び樹脂成形品の成形方法
【課題】コストアップや成形サイクルの長大化を避けつつ、ウェルドラインの発生を抑える。
【解決手段】型閉状態でスプルー4からランナ5へと供給された溶融樹脂は、ランナ5内において略放射状に流れ、ランナ5の全周縁部からフィルムゲート7を介してキャビティ6へと流入する。キャビティ6に溶融樹脂が充填されて成形が完了したならば、型閉状態のまま、コア部3をスライドさせて、Zピン9でランナ部101を引っ張るかたちでフィルムゲート7内に成形される薄肉部を切断する。ゲートカット後、固定型1に対して可動型2を開くと、キャビティ6内に成形された樹脂成形品(リング状の部品)100が取り出される。
(もっと読む)
二色成形金型及び二色成形方法
【課題】 第1部位の光透過性樹脂の裏側に第2部位の光遮蔽性樹脂が存在しない状態で二色成形を行う。
【解決手段】 光遮蔽性樹脂の第2部位2を射出成形する際に、第1部位1で包囲される第2部位2aの離面と、第1部位1で包囲されない第2部位2bの離面との間だけに光遮蔽性樹脂を流通させ、第1部位1で包囲される第2部位2aが存在する成形品部材11を成形し、共通雄型から成形品部材11を離型する際に第2部位2の離面側に残る残余部3を分断する。
(もっと読む)
41 - 50 / 141
[ Back to top ]