
国際特許分類[B29C45/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | スプルーまたはインゲートのための切断装置 (141)
国際特許分類[B29C45/38]に分類される特許
31 - 40 / 141
射出成形方法及び射出成形装置
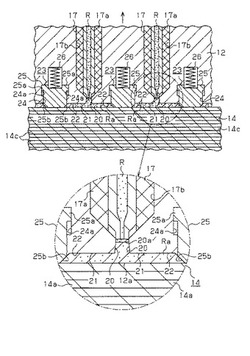
【課題】合成樹脂材料の歩留まりを向上でき、さらに成形型の構造が簡単になるとともに、生産性を向上できるようにした射出成形方法及び射出成形装置を提供する。
【解決手段】円筒状の鉄心14の軸線方向に沿って形成された収容孔内に磁石を挿入するとともに、その磁石の外周面と収容孔の内周面との間に合成樹脂Rよりなる封止材を射出する。射出初期の合成樹脂のスラグを、ランナー21から分岐したスラグ溜部22に貯留させる。型開きに際してランナー21及びスラグ溜部22内に形成された合成樹脂部Raを、保持部材25により鉄心14の端面に保持させる。
(もっと読む)
車両用ランプ

【課題】簡単な構成で、かつ、容易な形成作業により、ランプの見栄えを向上させるようにする。
【解決手段】車両用ランプは、正面視で円形状をなし、椀形状で樹脂製のリフレクタ8を備える。リフレクタ8の射出成形時におけるゲート内固化部16がリフレクタ8の径方向外方域からリフレクタ8の外周部17にまで延出して一体的に結合される。正面視で、リフレクタ8の外周端縁とゲート内固化部16の幅方向での各外側端縁とのそれぞれの交点20,21を直線的に結ぶ線22に沿うようゲート内固化部16が切断されて、ゲート内固化部16の樹脂上流側部24が除去される。ゲート内固化部16の延出部18の一部18bをリフレクタ8の外周部17における照射方向A側の外面17bに一体的に結合させる。リフレクタ8の径方向に向かう視線で見て、ゲート内固化部16の延出部18の一部18bの外面が照射方向Aに向かって凸の円弧形状となるようにする。
(もっと読む)
半導体のモールド加工方法および半導体モールド装置
【課題】半導体モールド加工手段において、多種の装置・機器・機構を付設することによる部品数増加により生じてくるコスト高の解決と、金型清掃の際の塵埃飛散による設備装置設置場所の制約を解決する点にある。
【解決手段】収容ラックから基板を取り出す工程、基板を金型に搬送する工程、金型に樹脂タブレットを搬送する工程、基板をゲートブレークユニットに搬送する工程、ゲートのブレークが終えた基板を収納ラックに収納させる工程、の各工程を順次行わせて、基板にモールド加工を施す半導体のモールド加工方法において、前記各工程をそれぞれ行わすツールのワーク動作を、金型装置と対面位置に配設せる一台の六軸多関節ロボットの作動アームの先端部に、前記各種のツールの中の工程に対応するツールを、作動アームの作動により順次交換・装着し、六軸多関節ロボットの作動アームの作動により動作させて、ツールに工程に応じたワーク動作を行わせる。
(もっと読む)
表示部材の製造方法および表示部材用成形品
【課題】ランナーの切残し部分およびその近傍部分からの光漏洩を防止する。
【解決手段】ゲートを有する金型内に光拡散層6が入った状態で透明層5を、ゲートからの樹脂注入により形成するとともに、ゲートに対応して透明層5の後面5aから側方に延出するように形成されるランナー10が後面5aに繋がった部分の周辺に、その部分の外側よりも内側を後側に突出していてランナー10の延出方向Dに対する傾斜角度θが45゜以上である傾斜面5c、6cを形成する成形工程と、表示部材本体2を金型から取り出してランナー10を、傾斜面5c等に沿いかつ接近する状態で、共通軸の回りを揺動する一対の切刃を有する切断手段を用いて切断する切断工程と、表示部材本体2の前側とランナー10の切残し部分10dの側方とから遮光材料を吹き付けることにより、切残し部分10dとそれよりも内側の透明層後面5aとに遮光層を形成する遮光層形成工程とを含む。
(もっと読む)
光ピックアップ装置用のプラスチック光学素子及び光ピックアップ装置
【課題】光学素子の外周部に欠け、バリ、カエリ等が生じることがあっても、収納性や取付性を損なうことがない光学素子の製造方法及び光学素子を提供する。
【解決手段】型開き状態で成形品が残る金型11と型開き状態で成形品が離型する金型12とで形成される型内に樹脂を射出し、光学素子の成形品の少なくともゲート部11b1が形成される部分の外周のコーナ部に、角落とし1c,1dを形成し、金型から光学素子の成形品を離型させ、光学素子の成形品のゲート部11b1を切断して光学素子を製造する。また、光学素子は、この光学素子の製造方法により形成される。
(もっと読む)
射出成形金型及び射出成形方法
【課題】射出成形金型及び射出成形方法において、切断部分のキャビティの一部を形成する部材と切断を行う部材とを別々の部材とすることによって、射出成形によって高い表面精度を有する略均一な厚さの樹脂成形品が得られるとともに、金型内での切断が容易で切断面がギザギザになったり糸を引いたりせず、かつ、耐久性に優れていること。
【解決手段】射出成形金型1においては、一度に2個の樹脂成形品が製造され、切断部分のキャビティの一部を形成するスライド部材14A,14B及び第2スライド部材17A,17Bと、切断を行う切断部材13A,13B及び第2切断部材16A,16Bとを別々の部材としたことによって、切断部材13A,13B及び第2切断部材16A,16Bの刃先を鋭利な形状とすることができ、樹脂材料がPE(ポリエチレン)のような軟らかいものである場合にも、糸を引いたりすることなく、平滑な切断面を得ることができる。
(もっと読む)
ゲートカット方法及び装置
【課題】プラスチック製品の製造効率を向上させる。
【解決手段】受け治具29にセットされたレンズ12を射出成形品13から切り離し、第一クリーニング位置L2へ搬送する。射出成形品13を90°回転させるとともに、受け治具30を切離し位置L1へ移動させる。第一クリーニング位置L2で、受け治具29にセットされたレンズ12にクリーニング処理を施す。レンズ12を受け治具30にセットして射出成形品13から切り離し、第二クリーニング位置L3へ搬送する。第二クリーニング位置L3で、受け治具30にセットされたレンズ12にクリーニング処理を施す。第一クリーニング位置L2でクリーニング処理が施されたレンズ12を回収するとともに、レンズ12の回収後、受け治具29を切離し位置L1へ移動させる。レンズ12を受け治具29にセットして一連の処理を繰り返す。
(もっと読む)
ゲートカット方法及びレンズ受け治具
【課題】簡便な方法でゲート部を精度良くカットする。
【解決手段】制御部33は、受け治具移動機構30の駆動を制御して、受け治具29をA方向に僅かに移動させて、レンズ12のフランジ部21外周面22を引掛け面38に確実に引っ掛ける。フランジ部21の外周面22が引掛け面38に引っ掛かることで、レンズ12の位置が固定されてゲート部17はA方向に沿うことになる。制御部33は、受け治具移動機構30の駆動を制御して、受け治具29をA方向に移動させるようにゲート部17に対してその引張り強度よりも小さい引張り応力を与えながら、カッター移動機構32の駆動を制御してカッター31を矢印の方向に移動させてゲート部17をカットする。
(もっと読む)
スタンパの成形方法
【課題】凹凸パターンの転写不良を防止し、磁気記録層表面に良好なディスクリートトラックを有する磁気記録媒体を効率よく得る。
【解決手段】樹脂スタンパ製造用金型において、固定側型板の樹脂注入孔、カットパンチ受け部の寸法、真空吸着孔、エアーブロー孔の形成される領域、移動側型板のカットパンチ径、キャビティ周縁部のテーパ角度を規定する。
(もっと読む)
薄板の成形方法および薄板の成形システム
【課題】射出成形された薄板に加圧して、生産性を追及しつつ許容範囲内の薄板を成形することができる薄板の成形方法および薄板の成形システムを提供する。
【解決手段】薄板の成形システム11は、射出成形機12により成形された薄板Lを、ゲートカット装置13により射出成形中または射出成形後にゲートカットを行い、積み重ね装置15によりゲートカットした薄板Lを直接または他部材Pを介して複数枚積み重ねし、加圧装置16により加圧した状態で一定時間保持し、反りが許容範囲内の薄板Lを成形する。
(もっと読む)
31 - 40 / 141
[ Back to top ]