
国際特許分類[B29C49/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | プリフォームまたはパリソンの製造とブロー成形とが組合わされたもの (716) | 射出ブロー成形 (197)
国際特許分類[B29C49/06]に分類される特許
11 - 20 / 197
合成樹脂製壜体及びその成形方法
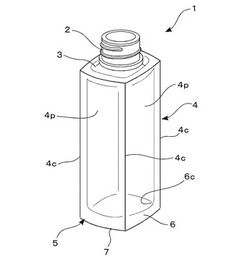
【課題】 本発明はホットパリソン法に伴う、二軸延伸ブロー成形による小型で厚肉の壜体に係る問題に鑑みてなされたものであって、特にブロー成形壜体の底部における局部的な延伸変形、そしてこの変形に伴う薄肉化を抑制することを技術的な課題とし、もって、ガラス瓶様の高品位な外観を呈する小型で厚肉の壜体を提供することを目的とする。
【解決手段】 射出成形による有底筒状の合成樹脂製プリフォームのホットパリソン法による2軸延伸ブロー成形による合成樹脂製壜体の成形方法において、プリフォームを、このプリフォームの底部の内周面の中央に相当する先端部中央に凸部を突設、配置したコア金型を有する射出成形金型を使用して射出成形する。
(もっと読む)
プラスチック成形体

【課題】既設の生産設備をほとんど変更することなく、口部の内径を拡大することで、軽量化を図ることができるプリフォーム又はプラスチックボトルであるプラスチック成形体を提供する。
【解決手段】プラスチック成形体は、ネックサポートリング14が下端に設けられた口部10とネックサポートリング14の直下に連接する首部220とを備えるプラスチック成形体において、プラスチック成形体がプリフォーム200又はプラスチックボトルであり、口部10の上端における内径が、国際飲料技術者協会(International Society of Beverage Technologists)で規定するフィニッシュサイズ28mmの規格の内径よりも大きい。
(もっと読む)
樹脂製容器の成形方法及び樹脂製容器
【課題】生産コストが抑えられ、安定した品質の樹脂製容器を成形できる樹脂製容器の成形方法、及びこれにより成形された樹脂製容器を提供する
【解決手段】ブロー成形金型3に、ストレッチロッド2の先端側へ小さい第2の口部22が位置するようにプリフォーム20を装填し、ストレッチロッド2の先端2Aを、当該第2の口部22を閉塞するようにプリフォーム本体23の内面下端部分23aに当接させて当該第2の口部22を内側からエアシールし、エアシール状態を保てるように、ブローエアー50を吹き込むと共にストレッチロッド2を下降させ、当該ブローエアー50を漏洩させずにプリフォーム本体23を2軸延伸する。
(もっと読む)
プリフォームの加熱方法
【課題】 ボトルの白化防止、プリフォームの加熱時間の短縮、耐熱性に優れたプリフォームの加熱方法を創出することを課題とする。
【解決手段】 加熱炉(2)内の冷却、プリフォーム(P)の外面への冷却エアー(e1)と熱源(4)からの加熱とを同時に行ってプリフォーム(P)の外面温度(Ta)と内面温度(Tb)とを調整しながら熱結晶化温度よりもわずかに低い温度となるまで急速加熱する第1工程(S1)と、加熱炉(2)内の冷却と熱源(4)による加熱を停止した状態で、冷却エアー(e1)をプリフォーム(P)の外面に吹き付けて外面温度(Ta)を冷却する第2工程(S2)と、加熱炉(2)内の冷却を停止した状態で、プリフォーム(P)の外面への冷却エアー(e1)の吹き付けと熱源(4)からの加熱とを同時に行ってプリフォーム(P)を急速加熱する第3工程(S3)と、を有する構成とする。
(もっと読む)
プリフォームの切断装置
【課題】重量を損なうことなくプリフォームを検査部位毎に分割することができるプリフォームの切断装置を提供する。
【解決手段】切断装置2は、主軸台22と、カッター25とを有する。主軸台22は、プリフォーム1の中心軸が回転軸と一致するように、プリフォーム1を把持するとともに、プリフォーム1を回転軸周りに回転させる。カッター25は、プリフォーム1の肉厚よりも長い刃渡りと、先鋭な刃先とを有し、刃先の向きは、主軸台22の回転軸と直交する。また、カッター25は、主軸台22の回転軸と直交する方向に沿って移動する。
(もっと読む)
プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体
【課題】 本発明はプリフォームの周壁内で、所定の範囲に所定の層厚の着色層を高精度に主材層に積層するための、射出成形装置および射出成形方法を創出することを課題とするものである。
【解決手段】 本発明の射出成形装置に係る構成は、主材樹脂と第2の樹脂を合流させて合流樹脂体を形成するノズル部を、外側から順に、主材樹脂が流動する外流路と、第2の樹脂が流動する内流路と、これら外流路と内流路からの主材樹脂と第2の樹脂が合流する円柱状の合流路を配設し、また、外流路の合流路への第1合流部を所定の間隔を置いて、内流路の合流路への第2合流部の下流側に配設し、合流路に摺動可能に円柱状のシャットオフピンを挿入配設し、このシャットオフピンの摺動位置により、第1合流部あるいは第2合流部、またはその双方を遮断あるいは開放する機能が発揮される構成とする。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
薬液容器の製造方法および薬液容器
【課題】コールドパリソン法射出延伸ブロー成形後に別途の熱処理を行うことなく、薬液容器に耐熱性を付与する手段を提供する。
【解決手段】DSC測定により観測される最も高温側の吸熱ピークのピーク温度が120〜180℃の範囲であり、かつ230℃、荷重21.2Nの条件下で測定されるメルトフローレートが0.3〜10g/10分の範囲である樹脂材料からプリフォームを作製する工程と、前記樹脂材料の全体質量に対して35質量%の樹脂材料が溶融する温度を下限温度とし、前記ピーク温度よりも5℃低い温度を上限温度とする範囲の温度に前記プリフォームを加熱する工程と、前記プリフォームを軸方向に伸張させる工程と、伸張させた前記プリフォームを、軸方向に直交する面の長軸と短軸との比(長軸/短軸)が1〜5である形状を有する金型内で加圧する工程と、を含む、薬液容器の製造方法および薬液容器である。
(もっと読む)
発光装置と発光装置のグローブ成形方法
【課題】配光特性が良好な照明用グローブを低コストで提供する。
【解決手段】中間品の高さ寸法が完成後のグローブ6の高さ寸法よりも高くし、且つ中間品内壁を周方向に広げて圧縮させるためのくさび機構を有するブロー成形金型を用いてブロー成形を行うことにより、グローブのヒートシンクへの挿入部の入口に段差63を設け、ヒートシンクへの挿入部の厚みt2をその上部の光線通過部の厚みt1より薄くする。
(もっと読む)
11 - 20 / 197
[ Back to top ]