
国際特許分類[B29C65/48]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 予備成形品の接合;そのための装置 (2,914) | 接着剤を用いるもの (511)
国際特許分類[B29C65/48]の下位に属する分類
接着テープを用いるもの (43)
接着剤の適用 (118)
国際特許分類[B29C65/48]に分類される特許
21 - 30 / 350
表皮材付き製品の製造方法
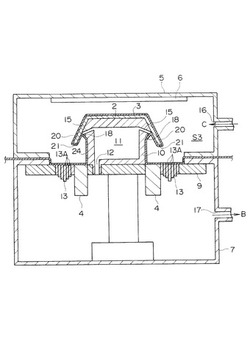
【課題】基材の表面に表皮材を接着して成る表皮材付き製品の製造方法であって、表皮材を、基材の端末部の裏面に自動的に巻き込んで接着できる方法を提案する。
【解決手段】型10上に基材2をセットし、その基材2の表面に表皮材3を接着した後、可動体4を下方に移動させて、表皮材3の表面を空気圧で加圧して、その表皮材3を基材2の端末部20の裏面に巻き込んで、当該表皮材3を基材2の裏面に接着する。
(もっと読む)
レーザー光を用いた部材の接着方法

【課題】意匠層を設ける場合に、意匠層を溶融又は分解させることなく、第1及び第2部材を接着できるようにすることで、外観見栄えを良好にする接着方法を提供する。
【解決手段】透光性を有する第1部材3と、第2部材2とをレーザー光Lを用いて接着する接着方法において、第1部材3の表側に意匠が現れるようにレーザー光非透過性の意匠層4を設ける。熱硬化性樹脂5を意匠層4に隣接して設ける。レーザー光透過性を有する部材側から、意匠層4の溶融又は分解温度を越えない所定温度となるまで意匠層4を加熱するためのレーザー光を照射する。意匠層4の熱によって熱硬化性樹脂5を硬化反応させる。
(もっと読む)
FRP高圧管接着継ぎ手の構造
【課題】FRP材は複合材の欠点であるせん断強度が弱いため強固な管継ぎ手が出来ないため、管は耐食性に優れるが、高圧管には適さないとの評価が一般であった。100MPaなる高圧の大型管やタンクの構造物を可能に至らしめる接合継ぎ手を提供する。
【解決手段】接合部は1/16テーパで構成して応力分散を図り、耐食層3、4、5は強化層1、2の破断伸び以上の必要伸びが得られる材料を選択、耐食層と強化層の界面ノッチを緩和させる粘性層を設けて、接着強度不足を補うせん断ピンを摘要することで、小口径から3mを超える巨大径まで高圧継ぎ手を可能にした。
(もっと読む)
シート材の製造方法
【課題】 ポリウレタンフォームと表面材を積層したシート材の表面に凹凸模様を形成するにあたり、表面材の風合いを損ねることなく全体がふんわりとして柔らかい印象の凹凸模様を形成でき、また、表面材とポリウレタンフォーム間における必要な剥離強度が得られるようにする。
【解決手段】 ポリウレタンフォーム2の表面に任意の手段で所定模様の凹凸形状を形成し、ポリウレタンフォーム2の凹凸面上あるいは表面材3の少なくともいずれか一方に接着剤層を形成した後、ポリウレタンフォーム2と表面材3とを接着剤層を介して重ね合わせ、重ね合わせ部分を熱プレス4または圧着式無端ベルト5で平面圧着して積層してシート材1を製造する。
(もっと読む)
積層成形体の製造方法
【課題】表皮材および基材の全面を均一かつ適切な圧力で加圧して、表皮材および基材を良好に圧着する積層成形体の製造方法および製造装置の提供。
【解決手段】立体形状の基材13と、該基材13の表面に貼着された表皮材14とを有する積層成形体の製造装置として、一対の型22を備え、該型22により基材13と表皮材14とを粘着剤層を介してプレスするプレス手段20を有し、該プレス手段20は、プレス時に表皮材14の外側に配置されるポリウレタンフォームシート30などからなる緩衝材を備える装置を用いる。
(もっと読む)
多層積層フィルムの製造方法
【課題】 樹脂フィルムと透明フィルムの間に発生する気泡を効果的に抑えることができる多層積層フィルムの製造方法を提供することを目的とする。
【解決手段】 本発明は、樹脂フィルムの一方の面に第1透明フィルムを、他面に第2透明フィルムを接着層又は粘着層を介して貼り合わせる多層積層フィルムの製造方法において、第2透明フィルムは、厚みが60μm以上かつ引張弾性率が2000MPa以上であり、樹脂フィルムと第1透明フィルムを、第1の一対のロール間を通過させることにより圧着して積層フィルムを形成した後、当該積層フィルムを巻き取ることなく、当該積層フィルムと第2透明フィルムを、第2の一対のロール間を通過させることにより圧着して多層積層フィルムを形成することを特徴とする。
(もっと読む)
エージングボックス
【課題】複数本のロール体をむらなくエージングすることができ、個々のロール体のエージング状態の管理に手間が掛からず、狭い場所でも多数本のロールを設置することができるエージングボックスを提供する。
【解決手段】ラミネーターによって貼り合わされた積層フィルムのロール体2のエージングを行うエージングボックス1であって、ロール体2が搬入される開閉可能な搬入口4が前端側に設けられ、ロール体2が搬出される開閉可能な搬出口5が後端側に設けられ、内部が加熱手段であるヒーターにより加熱される筒状のボックス本体3と、ロール体2の巻芯である紙管7に挿通されロール体2を水平状態で支持するシャフト8と、ボックス本体3の内側面に沿って搬入口4から搬出口5側に向かって低くなるように直線状に設置され、シャフト8の端部を移動可能に案内する案内レール6とを備える。
(もっと読む)
繊維強化樹脂と金属との接合構造、及び繊維強化樹脂と金属との接合方法
【課題】ステップ状接合面を多段化することはもちろん、ステップ状接合面を介して交互に重なる繊維強化樹脂層及び金属層を薄い総厚内でも多層化することが容易であり、平面や任意の曲面をもった形状を構成することもできる接合構造及び接合方法を提供する。
【解決手段】本接合構造は、ステップ状接合面を構成する端部が当該端部の端面方向に向かって段階的に薄くなるステップ状構造に形成された金属材11と、ステップ状構造上を端部でフラットに埋めるように積層された繊維強化樹脂複合材12−15とからなる要素10を一枚として、ステップ状構造が厚み方向に重なるように複数枚積層され、金属材と繊維強化樹脂複合材とが接着されるとともに、隣接する要素10,10同士が重ね合わせ面で接合されてなる。金属材11、11同士は溶接される。
(もっと読む)
接着構造部材
【課題】FRP製補強部材を有する接着構造用部材において、優れた接着強度を発現するための接着構造部材を提供する。
【解決手段】少なくとも一枚の連続した繊維強化材層が積層された補強部材と、主構造材から構成される接着構造用部材であって、前記補強部材の主構造材と接着される面に強度向上機構の加工を有することを特徴とする接着構造部材。
(もっと読む)
グラビア印刷フィルムによる織り布地のラミネート方法と装置及びその織り布地を使用した袋物
【課題】グラビア印刷フィルムで織り布地をラミネートすることができ、接着強度に優れ、縫製加工にも耐え得るグラビア印刷フィルムによる織り布地のラミネート方法を提供する。
【解決手段】織り布地の織目に感圧接着剤を介して熱可塑性ポリウレタン樹脂を熱圧着する樹脂圧着工程100を設定する。該織り布地の接着された熱可塑性ポリウレタン樹脂がわに感圧接着剤を介してグラビア印刷を施した延伸フィルムを重ね合わせるフィルム重合工程200を設定する。重合した織り布地と延伸フィルムとを熱圧着する接着工程300を設定する。織り布地に圧着した延伸フィルムを冷却する冷却工程400を設定する。これらの工程で織り布地にグラビア印刷フィルムによるラミネートを施す。
(もっと読む)
21 - 30 / 350
[ Back to top ]