
国際特許分類[B29D30/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | 空気タイヤもしくは中実タイヤまたはその部品の製造 (2,668) | 空気タイヤまたはその部品 (2,533) | 織物挿入物,例.コードまたはキャンバス層 (226)
国際特許分類[B29D30/38]の下位に属する分類
タイヤ組立て前の織物挿入物の化学的予備処理 (34)
ビードリングのない無端状織物バンド (1)
ドラムへ装着する前の層の引張りまたは処理 (15)
織物挿入物の所定形状への切断 (37)
国際特許分類[B29D30/38]に分類される特許
11 - 20 / 139
タイヤ用プライ材料の製造装置
【課題】切断片の前端部及び後端部にカール状の変形がある場合にも、この前端部及び後端部の位置を認識して前端部と後端部とを正確に位置合わせして接合させる。
【解決手段】 ベルトコンベヤで搬送される一方の切断片の搬送方向前端部と、先行する他方の切断片の搬送方向後端部とを順次接合して長尺なタイヤ用プライ材料を、精度良くかつ効率よく形成する。一方の切断片の前端部と他方の切断片の後端部とを撮影して画像データとをうる撮影手段、画像データを処理して、前記前端部と後端部との各位置を認識する位置認識手段、及び位置認識手段によって得たデータに基づき、一方の切断片の前端部を他方の切断片の後端部との接合位置まで移動させる前端部把持移動手段を具える。
(もっと読む)
カーカスプライの製造装置

【課題】カーカスプライ片を精度良く安定して供給し、人手によるカーカスプライ材料の送出しが容易にできるカーカスプライの製造装置を提供する。
【解決手段】カーカスプライの製造装置は、長尺状のカーカスプライ材料Cpを切断するカッター11と、カーカスプライ材料Cpを把持して送出すチャック14、チャック14の送出しと連動してカーカスプライ材料Cpをカッター11に向けて送る駆動ローラ2およびピンチローラ3、チャック14をカッター11の方向に往復動させるエアシリンダ9、エアシリンダ9に取り付けられチャック14の往復動に合わせ往復動するラックギア4、ラックギア4に噛み合わされたピニオンギア5、ラックギア4の往動に合わせピニオンギア5を回転させるワンウエイクラッチ12、ピニオンギア5の回転を駆動ローラ2に伝達する伝達機構を備えた送出し機構とを備える。
(もっと読む)
補強部材の製造方法および製造装置
【課題】補強繊維片同士の絡み合いの問題を生ずることなく、補強繊維片が部位ごとに異なる均一な密度を有する補強部材を製造できる補強部材の製造方法および製造装置を提供する。
【解決手段】補強部材10の製造方法であって、補強繊維14を切断して複数の補強繊維片12を作製する切断工程と、ゴムシート上に補強繊維片12を散布して補強繊維片層13を形成する散布工程と、ゴムシート上に他のゴムシートを供給して重ね合わせ、これらゴムシート間に補強繊維片層13を介装させる供給工程と、これらゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行うとともに、散布工程において補強繊維片12を、上下方向にのみ開口するガイド体を介して散布するにあたり、ガイド体として、ゴムシートの幅方向に沿う幅が上端部より下端部で広くかつ、上方から下方に向かい漸増する部分を有する。
(もっと読む)
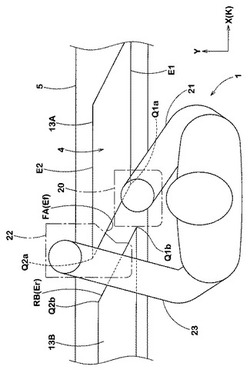
ゴム部材裁断装置及び帯状ゴム部材の製造方法
【課題】スチールコードをゴム被覆した長尺のゴム部材を、所要の角度、及び長さで切断するにあたり、その精度を高めたゴム部材裁断装置を提供する。
【解決手段】本発明のゴム部材裁断装置は、スチールコードをゴム被覆した、所定幅のゴム部材を巻回してなる巻取ロール1を、固定テーブル5の周りに揺動可能に配設し、固定テーブル5に、厚み方向に貫通するスロット5a、及び加圧空気噴出口5bを設けるとともに、固定テーブル5の下面側に、複数の電磁石4aを設けた繰出し装置4を配設し、各電磁石4aを固定テーブル上のゴム部材に対して昇降させる昇降駆動手段、及びスチールコードに吸着する磁力を付与する給電手段のそれぞれを設け、スチールコードに磁気吸着してゴム部材を上昇姿勢に保持したそれぞれの電磁石4aを、加圧空気の噴出下で、スロットの延在方向に繰出し変位させる進退駆動手段をもうけてなる。
(もっと読む)
タイヤ用ゴム部材とその製造方法および製造装置
【課題】一本のフィラメントで構成されるコードを使用することにより、生産性が向上し、製造コストを低減でき、しかもカール癖によるタイヤの製造工程での工程問題の発生による生産性の低下を防ぐことができるタイヤ用ゴム部材の製造方法、タイヤ用ゴム部材の製造装置およびタイヤ用ゴム部材を提供することを課題とする。
【解決手段】カール癖のあるコードを、カール方向が上下方向になるように配置し、かつカール方向が上向きの前記コードと、カール方向が下向きの前記コードを適宜組み合わせて前記コードのカール力を打ち消し合うように前記コード集合体にゴムをトッピングすることを特徴とする。
(もっと読む)
トリートの製造方法
【課題】並列配置されたモノフィラメントからなるコードのカレンダーによる圧延工程において、コード種の切替時間の短縮と、打込み品質の確保とを両立させたトリートの製造方法を提供する。
【解決手段】複数本にて引き揃えた束を単位として互いに並行に配列されたモノフィラメントコード1に、カレンダー10を用いて未加硫ゴム2を被覆してトリート3を製造する方法である。カレンダー10の上流側にフラットプレスロール21およびインサータ22を配置して、複数本のスチールモノフィラメント1を、フラットプレスロール21およびインサータ22を介して整列させる。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】生産コストの上昇及び質量の増加を抑えつつ、剛性向上を達成しうる、空気入りタイヤの製造方法の提供。
【解決手段】この製造方法は、その曲率半径Rが700mm以下のトレッドを有する空気入りタイヤを対象とする。この製造方法は、複数のコード42とトッピングゴム44とからなり、これらコード42が幅方向に並んで配置されており、その一端46aからこの一端46aに最も近い一のコード42aの中心までの幅方向距離DAがその他端46bからこの他端46bに最も近い他のコード42cの中心までの幅方向距離DCよりも大きく、この幅方向距離DAとこの幅方向距離DCとの和(DA+DC)が隣り合うコード42の中心間距離DBよりも大きい、リボン40が得られる工程を含む。
(もっと読む)
ジョイントレスバンドの製造方法
【課題】糸本数をカウントすることなく、所定の糸本数のジョイントレスバンドを得ることができ、しかも、作業時間を大幅に短縮できる。
【解決手段】前キャメロンをジョイント部の手前までスリットする第1のスリット工程と、ジョイントレスバンドの糸本数と相関にあるジョイントレスバンドの幅寸法に基づいて、フローティングナイフの位置の調整を行い、フローティングナイフを位置においてロック状態にする第1のナイフ位置調整工程と、キャメロンのジョイント部を超えて後キャメロンまでスリットを行うジョイント部通過工程と、切断寸法チェックのためのスリットを行う第2のスリット工程と、ジョイントレスバンドの幅寸法を検知する検知工程と、検知情報に基づいて、フローティングナイフの位置を調整する第2のナイフ位置調整工程と、第2のナイフ位置調整工程の後に、キャメロンをジョイントレスバンドに切り分ける工程とを備えている。
(もっと読む)
タイヤ帯状部材のエンズカウント装置およびエンズカウント・スリット装置
【課題】タイヤコードの本数のミスカウントを防ぐことができるタイヤ帯状部材のエンズカウント装置、およびタイヤコードの本数のミスカウントを防ぎ、所定本数のタイヤコードをスリットすることができるタイヤ帯状部材のエンズカウント・スリット装置を提供する。
【解決手段】タイヤコードの埋設により、前記タイヤ帯状部材の表面に形成された凸脈部を検出する2次元変位計と、2次元変位計をタイヤ帯状部材と非接触状態でタイヤ帯状部材の幅方向に走査させる走査機構と、走査する2次元変位計の検出信号に基づいてタイヤコードの本数をカウントするカウント手段とを備えているタイヤ帯状部材のエンズカウント装置。前記エンズカウント装置と、カウント手段のカウント情報に基づいて、タイヤ帯状部材の幅方向の一端から所定本数毎にスリットを入れるスリット機構制御手段とを備えているタイヤ帯状部材のエンズカウント・スリット装置。
(もっと読む)
タイヤ用プライ材料の製造方法
【課題】タイヤ用プライ材料を、効率よくかつ高品質で形成する。
【解決手段】コード並列体とゴムテープとを、ドラムに螺旋状に巻回し、円筒状のコード入り巻回体を形成する巻回工程を含む。ドラムは、ドラム軸方向の後方側に一定速度で移動する。前記ゴムテープは、前記ドラムが一回転する際のドラム軸方向の移動距離Lの2倍の巾Wgをすることにより、ゴムテープのドラム軸方向の後方側半巾部分は、一周前に巻回されるゴムテープのドラム軸方向の前方側半巾部分上に重なる重なり部を形成する。前記コード並列体は、前記重なり部におけるゴムテープの後方側半巾部分と前方側半巾部分との間に配されることにより、コード並列体の半径方向内外面がゴムテープによって被覆される。
(もっと読む)
11 - 20 / 139
[ Back to top ]