
国際特許分類[B29K105/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753)
国際特許分類[B29K105/06]の下位に属する分類
連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276)
充填材 (212)
挿入物 (634)
国際特許分類[B29K105/06]に分類される特許
71 - 80 / 257
コーヒーかすを含有する成形品の製造方法および成形品
【課題】本発明の課題は、予備混練やペレット化なしに、コーヒーかすを含有する樹脂成形品を低コストに能率良く製造する方法およびこれによって得られる成形品を提供するものである。
【解決手段】コーヒーかすを含有する樹脂成形品の製造方法であって、合成樹脂100重量部と、含水率が3%未満であり、30メッシュの篩を通過し、かつ50メッシュの篩を通過しないコーヒーかす50重量部以上200重量部未満とを、撹拌混合したのち、成形することを特徴とする、コーヒーかすを含有する樹脂成形品の製造方法ならびに、この方法によって製造されたコーヒーかすを含有する樹脂成形品である。
(もっと読む)
基材成形装置

【課題】加熱装置によって加熱した板状体を成形装置へ円滑に移送することのできる基材成形装置を提供する。
【解決手段】基材成形装置10は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する加熱装置40と、加熱した板状体Wを所定形状に成形する予備成形型10と、を備えている。加熱装置40は、加熱炉42と、加熱炉42の内部において板状体Wを吊り下げた状態で搬送する搬送装置50と、を備えている。搬送装置50と予備成形型10との間には、搬送装置50から予備成形型10へ板状体Wを移送する板状体移送機構60を備えている。板状体移送機構60は、板状体Wを吊り下げた状態で保持するハンガー30を載置することのできるスライドレール62と、スライドレール62に載置されたハンガー30を水平方向に移動させる水平方向移動機構90によって構成されている。
(もっと読む)
オートクレーブ硬化サイクルの設計プロセス及び硬化方法
方法は、ポリイミド樹脂を染み込ませた繊維強化層を用いてプレフォームを形成するステップと、ポリイミド樹脂系から溶媒のほぼ全部を除去するに十分な第1の時間をかけて、第1の真空、圧力、及び温度条件で溶媒を除去し、ポリイミド樹脂のイミド化がほぼ完全に生じるに十分な第2の時間をかけて、第2の真空、圧力、及び温度条件下でポリイミド樹脂系をイミド化し、イミド化の後、プレフォームが所定の温度になるとプレフォームに圧力をかけることを含めた第3の真空、圧力、及び温度条件下でプレフォームを強化し、第4の真空、圧力、及び温度条件でプレフォームを固化し、タービンエンジン部品の形状を有する硬化積層構造物を形成するステップを含む。溶媒除去段階、イミド化段階、強化段階、及び固化段階における所望の結果に応じた、ポリイミド樹脂の全体的な硬化サイクルを設計するための方法を提供する。
(もっと読む)
複合炭素繊維基材、プリフォームおよび炭素繊維強化プラスチックの製造方法
【課題】賦形性に優れて、成形後の耐衝撃性に優れる複合強化繊維基材を提供することにある。また、前記の複合強化繊維基材を使用して、繊維配向が乱れず、ハンドリング性および成形されたときに耐衝撃性に優れるプリフォームを提供すること
【解決手段】強化繊維からなるシート状の強化繊維基材の少なくとも片面に、短繊維からなる不織布が積層され、該不織布を形成する短繊維が該強化繊維基材に貫通することにより、該強化繊維基材と該不織布が一体化されていることを特徴とする複合強化繊維基材。
(もっと読む)
繊維強化成形品
【課題】本発明は、強化繊維とマトリックス樹脂であるポリプロピレン系樹脂との接着性に優れ、かつ力学特性に優れた繊維強化成形品を提供せんとするものである。
【解決手段】本発明の繊維強化成形品は、下記成分(A)〜(C)を有してなる繊維強化成形品であって、該成分(A)が該成分(C)で被覆されてなり、被覆率が30〜100%であることを特徴とするものである。
(A)強化繊維 1〜50重量%
(B)第1のプロピレン系樹脂 30〜98.99重量%
(C)重合体鎖に結合したカルボン酸塩を少なくとも含む第2のプロピレン系樹脂であり、樹脂1グラム当たり、式(I)で表される基換算で総量0.05〜5ミリモル当量の濃度でカルボン酸塩を少なくとも有してなるプロピレン系樹脂 0.01〜20重量%
−C(=O)−O−・・・式(I)
(もっと読む)
センターベルトの製造方法
【課題】 凹凸のピッチが小さい場合や、帆布の剛性が高いような場合でも帆布には確実に凹凸形状をつけることができ、帆布の凹凸への沿いにくさの原因は解消され、センターベルトの凹凸形状が確実に形成されるセンターベルトの製造方法を提供する。
【解決手段】 ブロックを嵌合固定してなる高負荷伝動ベルトに用いるセンターベルトであって表面に保護材を積層したセンターベルトの製造方法において、凹凸形状を有する金型100上に保護材25を配置して、押圧部材104により保護材25を金型100の凹凸形状に沿わせ、押圧部材104を取り除いた後にゴムシート107を積層して加熱加圧することによって加硫する工程を有する。
(もっと読む)
アタッチ部材及びその使用方法
【課題】被服類に付加価値を付けるために加工処理を施した時に、ポケット部や折り返し部に入り込んでも容易に発見できるアタッチ部材とその使用方法を提供する。
【解決手段】フレキシブルな素材で成形された長尺材の端部に係止部を設けたアタッチ部材において、少なくとも一部に金属粉を混入させる。その使用方法は、長尺材からなる前記アタッチ部材の端部に係止部材を設け、その係止部材を止着しループを形成することで被服用タグの吊持用とし、被服に加工処理を行なった後に、金属探知機によって前記アタッチ部材の残留の有無をチェックする。
(もっと読む)
金型装置、樹脂成形方法および樹脂成形品
【課題】ゲートを形成するゲート駒の形状及び寸法を成形品を、使用する各金型を換えた場合の各成形品に応じて変更調整可能とした金型装置を提供することにより、試作成形結果に基づく、ゲート駒の作り替え、金型組み替え交換、再成形等によるトライアンドエラーでの成形条件最適化を大幅に短縮すること。
【解決手段】樹脂製品を成形させるキャビティを入れ子で形成させた金型装置であって、前記キャビティと連通するゲート部の開口面積を変える可変手段を備えたことを特徴とする金型装置の発明など。
(もっと読む)
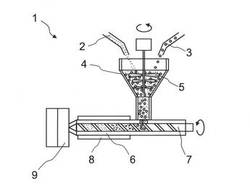
可塑化射出装置
【課題】 炭素繊維の折損を従来装置より低減できるインラインスクリュ式の可塑化射出装置を提供すること。
【解決手段】 シリンダ10とスクリュ11を備え、熱可塑性樹脂20を供給する供給部と熱可塑性樹脂20を圧縮する圧縮部を形成するインラインスクリュ式の可塑化射出装置1であって、熱可塑性樹脂20は炭素繊維を含有し、圧縮部及び供給部の少なくともいずれか一方に電磁誘導加熱装置30を設けた構成である。
(もっと読む)
プリフォームおよび繊維強化プラスチックの製造方法
【課題】側面に凹凸部を有する賦形型に強化繊維基材を密着させて、型形状に皺無く賦形する方法を提供すること。
【解決手段】少なくとも側面に凹凸を有する雄型に強化繊維積層体を密着させることにより得られるプリフォームの製造方法であって、前記雄型の上に強化繊維積層体を配置する工程と、前記強化繊維積層体の上からラバーを配置する工程と、前記ラバーで密閉された空間を減圧する工程を少なくとも含み、前記減圧する工程において、前記ラバーを介して前記強化繊維積層体に上面から側面に順次押し圧を加える際に、前記側面の凹部に沿ってラバーの外から外力を加えることにより、前記凹部を前記強化繊維積層体の肩部から側面にかけて順次押し圧を加え、しかる後に、前記ラバーにより前記強化繊維積層体の上面から側面に順次押し圧を加えることを特徴とするプリフォームの製造方法。
(もっと読む)
71 - 80 / 257
[ Back to top ]