
国際特許分類[B29K105/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753)
国際特許分類[B29K105/06]の下位に属する分類
連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276)
充填材 (212)
挿入物 (634)
国際特許分類[B29K105/06]に分類される特許
101 - 110 / 257
変性ポリオレフィン系樹脂組成物の製造方法
【課題】 本発明は、簡素な装置を用い、容易な方法により、難接着基材に対し優れた接着性を有し、また精密な分子設計が求められる高分子材料の中間体である変性ポリオレフィン系樹脂組成物およびその製造方法を提供することを目的とする。
【解決手段】 本発明は、ポリオレフィン系樹脂とラジカル重合開始剤を押出機に導入して溶融状態にした後、共役二重結合を有するビニル単量体と、エポキシ基含有ビニル単量体、又はさらに、その他ビニル単量体を、押出機のバレルの壁中の孔を経て押出機に導入して溶融混練反応させてなる変性ポリオレフィン系樹脂組成物の製造方法である。
(もっと読む)
熱可塑性樹脂組成物及び鏡筒用射出成形体
【課題】弾性率、機械的強度及び流動性に優れた熱可塑性樹脂組成物、並びに真円度、外観、剛性、機械的強度及びウエルド強度に優れた円筒形状の射出成形体を提供すること。
【解決手段】(A)熱可塑性樹脂50〜90質量%、(B)平均繊維長2〜8mm、繊維断面のアスペクト比(長径/短径)1〜2及び前記短径8〜17μmのガラス繊維(繊維B)5〜40質量%、及び(C)平均繊維長2〜8mm、繊維断面のアスペクト比(長径/短径)3〜6及び前記短径5〜10μmのガラス繊維(繊維C)5〜40質量%、を溶融混練することにより、得られるペレット中の繊維Bの平均繊維長を0.16〜0.40mmに、且つ繊維Cの平均繊維長を0.20〜0.45mmに制御した熱可塑性樹脂組成物。
(もっと読む)
成形体の製造方法
【課題】 成形体中の材料として使用される再生繊維状充填材強化ポリフェニレンスルフィド組成物の比率を高めても、繊維状充填材強化ポリフェニレンスルフィド成形体が本来有する耐熱性、耐薬品性、寸法安定性に優れるという特性を保持した、成形体の製造方法を提供する。
【解決手段】 繊維状充填材強化ポリフェニレンスルフィド組成物再生ペレット20〜80重量%及び繊維状充填材強化ポリフェニレンスルフィド組成物非再生ペレット80〜20重量%を射出成形機に供し、射出成形を行う成形体の製造方法。
(もっと読む)
ポリオレフィン組成物、その成形物、その製造方法、およびその製造方法に用いられるマスターバッチ
【課題】本発明の目的は、ダイ汚れの発生を可能な限り低減したポリオレフィン組成物を提供することにある。
【解決手段】本発明のポリオレフィン組成物は、ポリオレフィン100質量部に対して10質量部以上400質量部以下の無機フィラーを含むものであって、該無機フィラーに対して、0.5質量%以上10質量%以下の酸化カルシウムと、0.2質量%以上7質量%以下の金属石鹸とを含むことを特徴としている。
(もっと読む)
ミクロフィブリル化セルロース/樹脂複合マットとその製造方法、ミクロフィブリル化セルロース/樹脂複合材ならびに成形品
【課題】ミクロフィブリル化セルロース同士が凝集することなく樹脂中に均一に分散されたミクロフィブリル化セルロース/樹脂複合材を得ることができるミクロフィブリル化セルロース/樹脂複合マットとその製造方法、当該ミクロフィブリル化セルロース/樹脂複合マットから得られるミクロフィブリル化セルロース/樹脂複合材ならびに成形品を提供する。
【解決手段】本発明のミクロフィブリル化セルロース/樹脂複合マットは、ミクロフィブリル化セルロースおよび樹脂ナノファイバー不織布からなり、樹脂ナノファイバー不織布にミクロフィブリル化セルロースが分散付着していることを特徴とする。
(もっと読む)
部品製造装置、部品製造方法及び部品
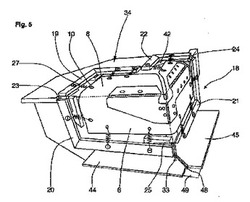
本発明は航空機体構造内で機体セル外板3を環状ギャップ1及び/又はストリンガー2,66に取り付ける為のアングル材56に関し、前記アングル材56は下側及び上側ダイ34,50を有する一軸圧縮機内で少なくとも3つの折れ線11-13に沿って繊維強化熱可塑性材料からなる平板状素材6が単一変形されることで形成される。下側及び上側ダイ34,50の間にはヒンジ23-25を有する締結フレーム18が配置され、前記素材6は好ましくは周縁に配置された複数の(引張)バネ27を介して前記締結フレーム18に支持される。本発明は、又、簡単な単一ストロークプレス機によって自己固定型アングル材56等の部品を製造する方法、及び、そのような部品に関する。 (もっと読む)
樹脂射出成形品及びその成形方法

【課題】補強繊維の折損を抑制して樹脂射出成形品の強度及び面衝撃性を確保する。
【解決手段】二軸押出機1Cに熱可塑性樹脂(ペレット)Rを投入して混練溶融させるとともに、アスペクト比が1〜5、平均粒径が10μm以下に設定された粒状固形物Aを0.5〜5重量%添加投入して均一に混入する。ロービングF1−aを二軸押出機1Cに導入して熱可塑性樹脂R及び粒状固形物Aの混練過程で切断・解繊した後、粒状固形物A及び補強繊維が混入された熱可塑性樹脂を射出成形機15Cに押し出して射出成形機15Cにより金型23に射出して樹脂射出成形品を成形する。
(もっと読む)
樹脂成形方法および樹脂成形品および金型
【課題】充填材の配向性を向上させることができる樹脂成形方法および樹脂成形品および金型を提供することを課題とする。
【解決手段】樹脂成形方法は、金型1を締め、樹脂流路90を形成し、樹脂流路90に邪魔部材221U、221Dを配置する型締め工程と、ノズルから、樹脂流路90に、母材と、母材に分散される異方性の充填材910と、を備える溶融樹脂91を注入し、溶融樹脂91の流れを邪魔部材221U、221Dが邪魔することにより、邪魔部材221U、221Dの上流側における溶融樹脂91の流速のばらつきを補正すると共に邪魔部材221U、221Dの下流側にウェルド部WLを形成し、ウェルド部WLの延在方向における充填材910の配向性を向上させる注入工程と、金型1を開き、樹脂成形品93を取り出す型開き工程と、を有する。
(もっと読む)
ランプ反射鏡
【課題】BMC材料中にガラス中空体を添加することで、BMC成形体の特性を保持しかつ軽量化できるランプ反射鏡の提供。
【解決手段】不飽和ポリエステル樹脂を主成分とするマトリックス樹脂に少なくとも補強材であるガラス繊維を無機充填材として添加混練したBMC材料を射出成形することで形成したBMC成形体を基体とするランプ反射鏡であって、BMC材料中に無機充填材としてガラス中空体を添加し、BMC成形体20の肉厚を1,5mm以上にすることで、射出成形の際、ガラス中空体の耐圧強度以上に射出剪断圧力が上昇せず、ガラス中空体が潰れて欠肉不良が発生したり十分な軽量化が達成できないとか、剛性が低下するといった問題が解消される。
(もっと読む)
パイプ成形品の製造方法
【課題】欠陥の少ない湾曲部を備えたパイプ成形品を製造する。
【解決手段】パイプ成形品10は、発泡体14をなす発泡原料を樹脂パイプ12の中空部12aに注入する注入工程と、樹脂パイプ12の中空部12aに注入した発泡原料を発泡硬化させて、該樹脂パイプ12の中空部12aに発泡体14を生成する発泡体生成工程と、発泡体14を充填した樹脂パイプ12を加熱して、該樹脂パイプ12を軟化する加熱工程と、この加熱工程で軟化した樹脂パイプ12を曲げて、湾曲部10aを形成する曲げ工程とを経て製造される。
(もっと読む)
101 - 110 / 257
[ Back to top ]