
国際特許分類[B29K105/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
国際特許分類[B29K105/08]の下位に属する分類
配向されたもの (60)
国際特許分類[B29K105/08]に分類される特許
1,241 - 1,250 / 1,314
リング状成形材料の製造法
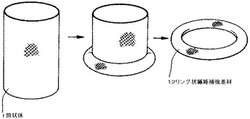
【課題】回転体用樹脂成形品の成形において、作業性、歩留り、品質に関して、従来の成形技術の不十分な点を改善する。
【解決手段】回転体用成形品のためのリング状成形材料を下記の(1)から(3)の工程にて製造した。
(1)リング状繊維補強基材12に熱硬化性樹脂ワニスを含浸する。(2)熱硬化性樹脂の硬化が進む温度で加熱乾燥を行ない、樹脂の硬化をBステージ状態まで進める。(3)樹脂の硬化が進まない温度で加熱乾燥を行ない、リング状繊維補強基材に含まれる溶剤を除去する。前記(2)と(3)の工程は、(1)の工程の後にこの順序で実施してもよいし、(3)の工程を実施してから(2)の工程を行なってもよい。このようにして準備したリング状成形材料を加熱圧縮成形してリング状樹脂成形体を製造する。
(もっと読む)
FRPプレス成形用模様付けシート

【課題】断熱性に優れた模様付きFRP成形品を簡便に製造することができるFRPプレス成形用模様付けシートを提供する。
【解決手段】模様付けした樹脂含浸不織布1の表面に、フィルム2が積層されたFRPプレス成形用模様付けシートAにおいて、模様付けした樹脂含浸不織布1に中空ビーズBが含有されていることとする。この中空ビーズの含有率は、その樹脂に対して20〜30質量%の範囲であり、好適にはガラスビ−ズである。
(もっと読む)
FRP製角パイプの連続製造装置および連続製造方法
【課題】繊維強化プラスチック製の角パイプを連続的に製造するためのFRP製角パイプの連続製造装置並びにその連続製造方法を提供すること。
【解決手段】樹脂を含浸させた帯状の強化繊維材でなるプリプレグシートによって、FRP製の角パイプを連続的に製造する連続製造装置において、作製しようとする角パイプSPの長さと内側断面の寸法を断面にもつ横断面矩形の角型マンドレルMを順次連続的に送り出すマンドレル送り出し装置1と、角型マンドレルのまわりに±θ度の繊維を配列するバイアス方向繊維配列装置2と、角型マンドレルの四辺に長さ方向に沿って帯状の強化繊維のプリプレグシートをそれぞれ個別に積層して配列する0度方向繊維配列装置3と、前記角型マンドレルに沿って積層されたプリフォームを所定の外形寸法に整形する整形装置4とを含むものからなるFRP製角パイプの連続製造装置。
(もっと読む)
圧力容器およびその製造方法
容器本体(2)の表面に、樹脂を含浸させた強化繊維である強化繊維樹脂(3)からなる繊維強化樹脂層(4)を形成した圧力容器(1)であって、繊維強化樹脂層(4)を硬化させた後、容器本体(2)と繊維強化樹脂層(4)にプレストレスをかけるために、容器表面の周方向の歪が0.7%以上0.9%以下となるように内圧をかけて容器本体(2)を塑性変形(自緊処理)させ、破壊圧力が充填圧力の2.2〜2.8倍となる充填圧力で高圧ガスを貯蔵する圧力容器(1)である。該圧力容器(1)は、疲労特性と破裂特性に優れ、かつ軽量なものとなるので、高圧ガス用の貯蔵容器等に好適に用いられる。 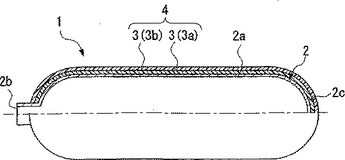 (もっと読む)
(もっと読む)
繊維強化樹脂製ローラおよびその製造方法
【課題】 本発明は、低慣性モーメントを有するローラおよびその製造方法を提供することを目的とする。
【解決手段】 樹脂含有量が50重量%未満の繊維強化プラスチックからなる内層と、樹脂含有量が50〜95重量%の繊維強化プラスチックからなる外層とを有するFRP管体の表面に無電解メッキを施してローラを形成する。
(もっと読む)
防撓材及びその製造方法並びにその防撓材を用いたFRP構造物
【課題】 接着面積の増加とともに剥離強度(接着強度)を向上させることができる防撓材およびその製造方法並びにその防撓材を用いたFRP構造物を提供する。
【解決手段】 心材1と、該心材1の側面および上面を覆うように該心材1に接合された繊維強化プラスチックからなる補強部材2とからなり、該補強部材2が外側に拡大された脚接着部3を有するハット型断面を有する防撓材において、前記補強部材2の内側にあって、前記心材1の下部側面から下面にわたって下面の全部または一部を覆うように繊維強化プラスチックからなる第2の補強部材5を設ける。
(もっと読む)
耐圧容器製造方法及び繊維束巻付装置
【課題】 円筒の両端にドーム部が連設されたライナに繊維束を巻き付けることにより、強化した耐圧容器を製造する耐圧容器製造方法において、繊維束の巻き付け時にライナに作用する荷重を大幅に低減することによりライナの破損を防止する。また、この耐圧容器製造方法の実施に使用される繊維束巻付装置を提供する。
【解決手段】 ライナ10に繊維束20を巻き付ける際に、ライナ10の周囲を回転する第1可動レール3に第1ボビン群を配置し、第1可動レール3に隣接してライナ10の周囲を回転する第2可動レール4に第2ボビン群を配置し、ライナ10を軸方向に往復移動させながら、第1ボビン群と第2ボビン群とをライナ10の周囲で相互に反対方向に周回させる。
(もっと読む)
繊維成形体の製造方法
【課題】バインダ樹脂の廃棄率を低減してバインダ樹脂を繊維の集合体の全部にわたって供給できる繊維成形体の製造方法を提供する。
【解決手段】繊維12がマット状に集合している繊維集合体13の一面に、繊維集合体13を構成する繊維12を結合可能なバインダ樹脂材料によって形成されたバインダシート15を配置し、繊維集合体13の他面に、繊維12を結合可能なバインダ樹脂材料に流動性が付与されて成るバインダ液17を付与する成形前材料作成工程と、成形前材料10を、バインダ樹脂材料の結合可能温度で加圧するプレス工程とを有する繊維成形体の製造方法を提供する。成形前材料10を加圧すると、繊維集合体13が圧縮され、バインダ液17が繊維集合体13の内部に浸透する。バインダシート15の存在により、バインダ液17は繊維集合体13から流出しないように調節でき、繊維集合体13を通り抜けてもバインダシート15によって受け止められる。
(もっと読む)
羽、羽の製造方法、およびその羽を備えた移動装置
【課題】 CFRP等の質量が小さくかつ剛性が高い繊維複合材料を用いながら、所望の剛性分布が得られるような設計の自由度が高い構造からなる羽およびその製造方法を提供する。
【解決手段】 羽面部3は、繊維軸が第1の方向に延びる第1のCFRP層、第1の方向に対して60度ずれた第2の方向に繊維軸が延びる第2のCFRP層、および、第2の方向に対して60度ずれた第3の方向に繊維軸が延びる第3のCFRP層の積層構造からなる。第1のCFRP層においては、第1方向に沿って延びる複数の細長板状部7が互いに間隔をおいて並んでいる。第2のCFRP層においては、第2方向に沿って延びる複数の細長板状部8が互いに間隔をおいて並んでいる。第3のCFRP層においては、第3方向に沿って延びる複数の細長板状部9が互いに間隔をおいて並んでいる。
(もっと読む)
複合シートの製造方法及び設備
本発明は複合プレートの製造方法に関する。この方法は、連続繊維マット、織物、編物、又は連続非交絡ヤーンのアセンブリの形態のヤーンの層であって、少なくとも1種類の有機材料及び補強材を含むヤーン(2)の層を、動いている支持体上に連続的に置くこと、加熱したときにコーティングフィルムを形成することができる有機物質の粉末を上記層の少なくとも片面に堆積させること、堆積させた粉末を溶融させるのに十分な温度で、この粉末でコーティングした層を加熱すること、この層を加圧し、冷却して複合ウェブを形成すること、このウェブを切り分けてプレート(13)にすること、及び回転支持体上にこのウェブを巻き取ることからなる。本発明はまた、この方法を実施するための装置及びその得られる製品に関する。 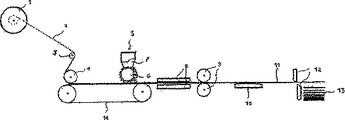 (もっと読む)
(もっと読む)
1,241 - 1,250 / 1,314
[ Back to top ]