
国際特許分類[B29K105/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
国際特許分類[B29K105/08]の下位に属する分類
配向されたもの (60)
国際特許分類[B29K105/08]に分類される特許
1,251 - 1,260 / 1,314
プリプレグ用エポキシ樹脂、プリプレグ、繊維強化複合材料およびこれらの製造方法
従来のエポキシ樹脂組成物と比較して、低温でも短時間に硬化が完了し、かつ室温での保存においても、十分な使用可能期間を確保できる、プリプレグに好適に使用されるエポキシ樹脂組成物。エポキシ樹脂と分子内に少なくとも一つの硫黄原子を有するアミン化合物との反応生成物と分子内に少なくとも一つの硫黄原子を有するアミン化合物の少なくとも一つ、尿素化合物及びジシアンジアミドからなるエポキシ樹脂組成物であって、エポキシ樹脂組成物中の硫黄原子及び尿素化合物の含有率が、それぞれ0.2〜7質量%及び1〜15質量%であるエポキシ樹脂組成物。 (もっと読む)
複合シートの製造方法及び設備
本発明は複合プレートの製造方法に関する。この方法は、連続繊維マット、織物、編物、又は連続非交絡ヤーンのアセンブリの形態のヤーンの層であって、少なくとも1種類の有機材料及び補強材を含むヤーン(2)の層を、動いている支持体上に連続的に置くこと、加熱したときにコーティングフィルムを形成することができる有機物質の粉末を上記層の少なくとも片面に堆積させること、堆積させた粉末を溶融させるのに十分な温度で、この粉末でコーティングした層を加熱すること、この層を加圧し、冷却して複合ウェブを形成すること、このウェブを切り分けてプレート(13)にすること、及び回転支持体上にこのウェブを巻き取ることからなる。本発明はまた、この方法を実施するための装置及びその得られる製品に関する。 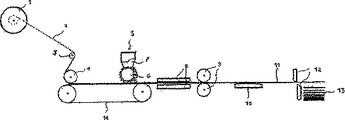 (もっと読む)
(もっと読む)
羽、羽の製造方法、およびその羽を備えた移動装置
【課題】 CFRP等の質量が小さくかつ剛性が高い繊維複合材料を用いながら、所望の剛性分布が得られるような設計の自由度が高い構造からなる羽およびその製造方法を提供する。
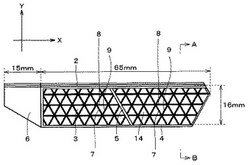
【解決手段】 羽面部3は、繊維軸が第1の方向に延びる第1のCFRP層、第1の方向に対して60度ずれた第2の方向に繊維軸が延びる第2のCFRP層、および、第2の方向に対して60度ずれた第3の方向に繊維軸が延びる第3のCFRP層の積層構造からなる。第1のCFRP層においては、第1方向に沿って延びる複数の細長板状部7が互いに間隔をおいて並んでいる。第2のCFRP層においては、第2方向に沿って延びる複数の細長板状部8が互いに間隔をおいて並んでいる。第3のCFRP層においては、第3方向に沿って延びる複数の細長板状部9が互いに間隔をおいて並んでいる。
(もっと読む)
繊維強化樹脂製線材の成形方法・繊維強化樹脂製線材・繊維強化樹脂製線材の成形装置・繊維強化樹脂製線材の成形に用いられる繊維束

【課題】金型のような高価な成形加熱治具を要することなく成形でき、成形速度を高速にできるとともに、多品種少量生産もコストアップを来たすことなく容易にでき、繊維強化樹脂製線材の製造コストの大幅な低減を図れるようにする。
【解決手段】撚って断面が円形状になるように予備成形した繊維束2をテンションローラ9で張力を付与しながら送り、樹脂槽3内にどぶ浸けして熱硬化性樹脂11を含浸し、余分な樹脂をダイス4に通して削ぎ落とした後、電気炉5内で折り返し案内して樹脂を非接触状態で加熱しながら硬化させつつ引き抜き手段6により引き抜く。
(もっと読む)
熱可塑性エラストマー製歯付ベルトの製造方法。
【課題】樹脂の流れを均一にして心線の並びを良好にし、ベルトスリーブのスクラップ量を低減した熱可塑性エラストマー製歯付ベルトを提供する。
【解決手段】内型3がベルト成型部11とその両端の支持部10からなり、この支持部10に着脱リング14a,14bを装着してベルト成型部11の外周面と同一面にした後、心線16を一方の着脱リング14aの巻始め領域Sからベルト成型部10へ、そして他方の着脱リング14bを巻終り領域Tにして巻付けし、ベルト成型部10の両端部15で心線止め部Pを形成した後、巻始め領域Sと巻終り領域Tに巻付けた心線16を切断して各着脱リング14a,14bを抜取り、この内型3を外型2bに設置し、溶融樹脂33をベルト成型部の幅をゲート幅とするフィルムゲート46から心線の巻付け方向へ流し込んでベルトスリーブ18を成形し、内型3から脱型したベルトスリーブ18を切断して歯付ベルトにする。
(もっと読む)
炭素繊維強化プラスチック成形体およびその製造方法
【課題】 炭素繊維の体積分率が低い炭素繊維強化プラスチック成形体、および、その製造方法を提供する。
【解決手段】 単繊維6000〜48000本で束ねられてなる炭素繊維束11が撚られ、螺旋状を呈する螺旋炭素繊維束13が所定に配列し、螺旋炭素繊維束13間に合成樹脂が硬化してなるマトリックスを含んでなる炭素繊維強化プラスチック成形体であって、螺旋炭素繊維束13は5〜30回/mのピッチであり、炭素繊維の体積分率は5〜50%である炭素繊維強化プラスチック成形体。
(もっと読む)
回転体(bodyofrevolution)を製造する方法および装置ならびに製造された製品
本発明は、少なくとも第1の加熱された複合ウェブを少なくとも1つのダイに導入する段階と、少なくとも溶融物を前記ダイ内に前記第1の複合ウェブと接触するように同時に導入して、少なくとも第2の複合ウェブを得る段階と、前記第2の複合ウェブを軸周りに回転する支持体の周りに巻回する段階とを少なくとも含む方法に関する。本発明はまた、この方法を実施する装置、および得られる製品に関する。  (もっと読む)
(もっと読む)
繊維強化複合材環状構造体の製造方法、及びその構造体からなる航空機胴体用環状フレーム
【課題】 ウェブ部及びフランジ部の各々に応じた剛性を有する繊維強化複合材環状構造体を、比較的短時間で、低廉に製造できる方法及びその構造体からなる航空機胴体用環状フレームを提供する。
【解決手段】 (a) 強化繊維により、平板環状のウェブ部21と上記ウェブ部21に対してほぼ垂直なフランジ部22とを有する環状の基本プリフォーム2を成形し、(b) 上記環状基本プリフォーム2のウェブ部21に、強化繊維からなる平板環状の補強プリフォーム3を接合するとともに、(c) 上記環状基本プリフォーム2のフランジ部22に、強化繊維からなる円筒状の補強プリフォーム4を接合することにより、一体構造を有する環状繊維プリフォーム1を成形し、得られた環状繊維プリフォーム1にマトリックス樹脂を含浸させ、硬化させる方法。
(もっと読む)
コンベヤベルトの製造方法及びコンベヤベルト
【課題】ベルト幅方向に対して高い曲げ剛性を確保することが可能なコンベヤベルトの製造方法及びコンベヤベルトを提供する。
【解決手段】非交錯の状態で並列したタテ糸11と有機繊維モノフィラメントからなるヨコ糸12とをカラミ糸13で拘束して構成した補強帆布4,5をゴム層に埋設したコンベヤベルトの製造方法である。補強帆布4,5をヒートセット処理する際に、補強帆布4,5の幅方向両端部を保持して補強帆布4,5の幅方向に張力を付与しながらヒートセット処理を行う。
(もっと読む)
FRP筒体およびその製造方法
【課題】周方向巻補強層の形状を安定化させることによって周方向巻補強層と螺旋巻層の境界に発生するボイドを消滅させ、また、不必要な厚肉化を避けて重量および材料費を削減できる、FRP筒体およびその製造方法を提供する。
【解決手段】強化繊維の螺旋巻層を含み筒軸方向に延在する本体筒部と、該本体筒部の筒軸方向端部内周面側に設けられ、筒軸方向に対して±80〜90度の範囲内の巻角度の強化繊維の周方向巻層を含む補強部とを有するFRP筒体において、補強部が、径方向内側に位置する強化繊維の第1周方向巻層を含む第1補強部とその外側に位置し強化繊維の第2周方向巻層を含む第2補強部とからFRP筒体、およびその製造方法。
(もっと読む)
1,251 - 1,260 / 1,314
[ Back to top ]