
国際特許分類[B29K105/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
国際特許分類[B29K105/08]の下位に属する分類
配向されたもの (60)
国際特許分類[B29K105/08]に分類される特許
1,271 - 1,280 / 1,314
中空成形体およびその製造方法
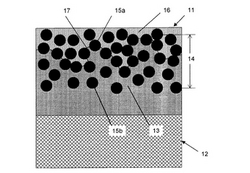
【課題】FRPからなる第1の部材と、第2の部材とを強固に一体化することにより、軽量で力学特性に優れ、複雑形状の成形性と生産性を両立させることができる中空成形体を提供する。
【解決手段】第1の部材11と第2の部材12を一体化した中空成形体であって、少なくとも第1の部材は連続した強化繊維群14で強化された熱硬化性樹脂16を主成分とし、第2の部材との接合部分において熱可塑性樹脂層13を有しており、熱可塑性樹脂層が強化繊維群の一部の強化繊維を包含してなることを特徴とする中空成形体、または、連続した強化繊維群で強化された熱硬化性樹脂を主成分とする第1の部材と、熱可塑性樹脂を主成分とする第2の部材とを一体化した中空成形体であって、第1の部材が面形状であり、成形体の少なくとも一つの面を形成し、第2の部材が第1の部材に対向する面を形成してなることを特徴とする中空成形体、およびそれらの製造方法。
(もっと読む)
引抜成形により得られる複合管とその製造方法

発明の対象は次の段階の連続、すなわち、牽引応力を支持する1方向、0度の布あるいは繊維が含まれる駆動層1の引抜成形による設置、第1層1上に+5度と+60度あるいはー5度とー60度の間に含まれる管の長手軸に関する角度で設置されるn本の糸が含まれる層2の引抜成形による設置、層2上に該層2と必ず符合が反対であるー5度とー60度の間あるいは+5度と+60度の間に含まれる管の長手軸に関する角度で設置されるn本の糸が含まれる層2'の引抜成形による設置、そして、該層2'上に1方向の層3の0度の角度での引抜成形による設置ならびに全体のその後の重合化からなることを特徴とする樹脂の事前浸透あるいは樹脂の直接浸透による糸の層の重ね合わせによる引抜成形での複合材料管の製造方法である。
本発明には得られる管もまた含まれる。
(もっと読む)
樹脂成形体及び該成形体を含む複合樹脂製品並びにこれらの製造方法
【課題】軽量でリサイクル性に優れ、意匠性が良好な樹脂成形体を効率良く提供する。
【解決手段】カーボンファイバーを主成分とする繊維状材料からなる芯材を、直接樹脂で被覆成形することにより、軽量でリサイクル性に優れ、意匠性が良好な樹脂成形体を効率良く提供することができる。
(もっと読む)
硬化性樹脂組成物、成形物およびその製造方法
【課題】 速硬化性と、強化繊維への良好な接着性とを併せ持つ樹脂組成物、強化繊維と樹脂との界面の接着性が良好な成形物およびその製造方法を提供する。
【解決手段】 (A)ラジカル重合性不飽和基およびエポキシ基を有する樹脂材料と、(C)ラジカル重合開始剤と、(D)1分子中に1個以上の活性水素を有するアミン化合物および/またはメルカプタン化合物と、(E)前記(D)成分が、前記(A)成分のラジカル重合性不飽和基に付加反応した化合物とを含有する硬化性樹脂組成物を加熱して、または常温で放置して、または光重合開始剤の存在下で光照射して硬化させて成形物を得る。
(もっと読む)
繊維強化複合材料の製造方法および繊維強化複合材料ならびにそれを用いた一体化構造部材
【課題】別の部材と容易にかつ強固に接着させることのできる、連続強化繊維基材を用いたRTM成形による繊維強化複合材料の製造方法および連続強化繊維基材に関する
【解決手段】連続強化繊維基材の表面の少なくとも一部分に熱可塑性樹脂を主成分とする熱可塑性基材を配置する積層工程と、前記熱可塑性基材を溶融させ連続強化繊維基材表面に熱可塑性樹脂の被膜を形成させる予熱工程と、熱硬化性樹脂の注入・硬化反応させる硬化工程とを含む繊維強化複合材料の製造方法である。また連続強化繊維からなる基材の表面の少なくとも一部分に熱可塑性樹脂の被膜が形成されている連続強化繊維基材であって、連続強化繊維基材から得られる成形品の表面に熱可塑性樹脂の層を形成させるための複合材料表層用連続強化繊維基材である。
(もっと読む)
補強コード入り帯状材料の製造方法
【課題】補強コードに接続部があっても段替え作業を不要にし、生産性を向上することが可能な補強コード入り帯状材料の製造方法を提供する。
【解決手段】ダイス2の直線状に配列した複数のコード通過孔10を通過する補強コードfにゴム材料を押し出して被覆し、補強コード入り帯状材料Wを製造する補強コード入り帯状材料の製造方法である。複数のコード通過孔10の横断面形状を配列方向と交差する方向に補強コードfの接続部fcが通過可能となるように拡開しながら延在する形状に形成し、そのコード通過孔10を延在する方向を交互に逆向きに配置してダイス2を構成し、このダイス2のコード通過孔10を通過する補強コードfにゴム材料を押し出して被覆する。
(もっと読む)
長繊維強化熱可塑性樹脂成形体
【課題】本発明は、合成樹脂の成形体を種々の製品部材に取り付ける際に、その確実な固定を実現すべく、ネジ込みトルクの高い合成樹脂成形体を提供することにある。
【解決手段】長繊維強化熱可塑性樹脂を使用するとともに、長繊維強化熱可塑性樹脂成形体に取り付けるタッピングネジの呼び径(d1)に対して、下穴径(d)が75〜50%であるボスを有する長繊維強化熱可塑性樹脂成形体とすること。
(もっと読む)
耐弾性成形品の製造方法
本発明は、各単層が一方向に配向した強化用繊維と、30質量%以下のプラスチックマトリックス材料とを含み、この強化用繊維が高延伸ポリエチレン繊維であり、各単層における繊維の方向を隣接する単層内の繊維の方向に対して回転させて単層の積層体を形成し、次いで25MPaを超える圧力と125℃から150℃の温度で前記積層体を圧縮する耐弾性成形品の製造方法において、前記プラスチックマトリックス材料の100%弾性率が少なくとも3MPaである方法に関する。 (もっと読む)
圧力容器
【課題】 補強繊維をライナの長さ方向への巻き付けを簡単に行うことができる圧力容器を提供する。
【解決手段】 筒状ライナ3およびライナ3の周壁外周面にその周方向に巻き付けられた補強繊維を有しかつライナ3の周壁外周面を覆う第1の繊維強化樹脂層4よりなる容器構成体2と、すべての容器構成体2の長さ方向に巻き付けられた補強繊維を有する第2の繊維強化樹脂層20とを備えた圧力容器1である。すべての容器構成体2のライナ3の両端部に跨ってそれぞれ外方に膨出したドーム状連通部材6を固定し、これらのライナ3の内部どうしを連通させるとともに、すべてのライナ3の両端開口を閉鎖する。連通部材6の外面にずれ防止部としての凹部12を形成する。第2の繊維強化樹脂層20は、両連通部材6の凹部12にかかるように容器構成体2の長さ方向に巻き付けられた補強繊維を有している。
(もっと読む)
未含浸強化繊維の織布の裁断方法およびその裁断処理装置
【課題】未含浸強化繊維よりなる織布の裁断に際して、熱可塑性樹脂やタッキファイアの粉末を付与して織布を固定する方法では、粉末の分量や疎密のコントロールが難しく、裁断処理装置を自動化した場合に高速化ができない。
【解決手段】マトリックスとしての熱硬化性樹脂を含浸させて繊維強化樹脂材を製造するための未含浸強化繊維の織布を、裁断する方法であって、前記織布に、少なくともその裁断パターンに沿って、裁断用固定材としての常温で固体の熱硬化性樹脂が揮発性有機溶媒に溶かされてなる溶液を含浸させる含浸工程100と、前記溶液が含浸した織布より前記溶媒を乾燥させる乾燥工程200と、前記溶媒が乾燥した織布を前記裁断パターンで裁断する裁断工程300と、を備える。
(もっと読む)
1,271 - 1,280 / 1,314
[ Back to top ]