
国際特許分類[B29K105/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
国際特許分類[B29K105/08]の下位に属する分類
配向されたもの (60)
国際特許分類[B29K105/08]に分類される特許
1,291 - 1,300 / 1,314
高負荷伝動ベルトおよびその製造方法
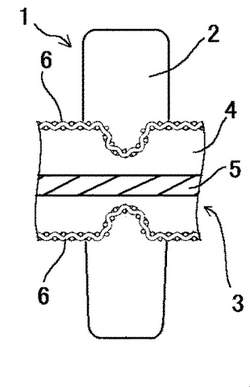
【課題】より短い時間で効率よく製造することができ、しかもブロックとセンターベルトとの間が強固に固定されており、ブロックとセンターベルトとの摩擦の発生やセンターベルトの切断などの問題を防止した寿命の長い高負荷伝動ベルトおよびその製造方法を提供する。
【解決手段】センターベルト3と、該センターベルト3の長手方向に沿って複数のブロック2を設けた高負荷伝動ベルト1において、センターベルト3はエラストマー4中に心線5をスパイラル状に埋設すると共に上下面の少なくとも片面に補強布6を有し、一方ブロック2は樹脂からなっており、ブロック2を構成する樹脂が前記補強布6の布目に食い込むことによってブロック2とセンターベルト3をアンカー固定してなる。
(もっと読む)
複合材料の製造方法
積層体を製造する方法は、次の工程からなる。(a)樹脂で処理された実質的に単一方向布地からパッチを成形すること、(b)そのパッチの向きを不規則配置すること、(c)複数のパッチを成形機の周りに層状に分布させること、(d)樹脂処理の活性化によってパッチ層を融合すること。  (もっと読む)
(もっと読む)
プレストレッチされた合成コードを備えたエレベータベルトアセンブリ
エレベータ荷重支持アセンブリ(40)は、ウレタンジャケット内に複数の合成コード、すなわちポリマーコード(42)を含む。上記コードはプレストレッチされ、上記ジャケットは上記ストレッチされたコードが応力緩和しないようにする。本発明の構成により、弾性伸びや据付伸びがほとんどないか、あるいは全くない荷重支持アセンブリ(40)が得られる。  (もっと読む)
(もっと読む)
ゴム製筒体

【課題】厚肉化することなく、より大きなトルクを伝達可能なゴム製筒体を提供する。
【解決手段】複数の補強コード4a、4bを略平行に並べて、補強コード4a、4bの束を構成する。補強コード4a、4bの束を、ゴム製筒体1を構成するゴム膜2の両縁部で折り返して螺旋状に折り畳む。外層側の補強コード4aと内層側の補強コード4bとが連続して、構造上の弱点としてのコードエンドがなくなる。ゴム膜2を厚肉化することなく、ゴム製筒体1の強度および耐久性が高まる。
(もっと読む)
繊維強化樹脂製中空成形体の製造方法
【課題】 本発明はこのような外観上の欠点が生ずることなく繊維強化樹脂製中空成形体を製造することができる方法を提供する。
【解決手段】 強化繊維に熱硬化性樹脂を含浸させてなるプリプレグであって、前記熱硬化性樹脂を硬化深度5〜10%に予備硬化させたプリプレグの複数枚を可撓性中空芯材の周囲に積層状態で巻きつけ、冷却してプリフォームを形成後、このプリフォームを加温して軟化させた状態で金型内に入れ、前記芯材に空気を圧入しながら加熱して前記プリプレグを硬化させ、最後に芯材を取り除く。
(もっと読む)
航空機胴体およびその他の構造の複合バレルセクション、および係るバレルセクションを製造する方法およびシステム
航空機胴体の複合セクション、およびこのようなセクションを製造する方法およびシステムがここに開示される。本発明の一実施形態にしたがって構成された複合セクションは、外板および少なくとも第1および第2のスティフナ(730)を含む。外板は、軸周りに360°にわたって延在する連続的な表面を形成する複数の単方向繊維を含むことができる。第1のスティフナ(730)は、外板の内部表面に接合される第1のフランジ部分と、外板の内部表面から離れて内側に突出する第1の突起部とを含むことができる。第2のスティフナは、外板の内部表面に接合される第2のフランジ部分と、外板の内部表面から離れて内側に突出する第2の突起部とを含むことができる。本発明の一実施形態にしたがって胴体のセクションを製造する方法は、複数の未硬化のスティフナをマンドレルアセンブリ上に位置づけることを含む。方法は、複数の繊維トウをマンドレルアセンブリ上の複数の未硬化のスティフナの周囲に適用することをさらに含むことができる。  (もっと読む)
(もっと読む)
改良コア材料
本発明は、密閉金型システム、ハンドレイアップ適用および/またはスプレーアップ適用での使用に適する、好ましくは、1バールの圧力において30%より大きい圧縮抵抗性を有する、ドレープ可能なコア材料であって、ウェブ内にフォーム構造を含有する少なくとも一つの繊維質ウェブを基材としており、前記フォーム構造が多数の部材から形成されており、それら部材は樹脂に対して透過性である流路によって相互に分離されている、前記コア材料に関する。さらに、本発明はかかるコア材料を含む積層物、コア材料の製造方法、およびかかる積層物の製造方法に関する。  (もっと読む)
(もっと読む)
ローエッジベルト及びその製造方法、並びにベルト式無段変速機
【課題】ベルト底面に糊ゴムなどが塗布されていないローエッジベルトを製造する。
【解決手段】ベルト成形体に対しタック性を有しかつ接着性を有しない特性を有する液状のポリマーアロイ11を成形金型101の成形面101aに塗布し、そのポリマーアロイ11を成形金型101側に付着させる。このとき、ポリマーアロイ11は、水素化ニトリルゴム(H−NBR)をメタクリル酸亜鉛により補強した材料であり、パーオキサイド架橋により成形金型101の成形面101aに付着させる。成形金型101の成形面101aに対し、白生地帆布102を巻き付け、その上に、他のベルト成形体の材料を順次巻き付け、加硫成形する。
(もっと読む)
長繊維強化熱可塑性樹脂構造体製造用分割可能な賦形ダイ及びそのダイを使用する長繊維強化熱可塑性樹脂構造体の製造方法
【課題】 本発明は長繊維強化熱可塑性樹脂の製造装置及び製造方法に関して、製造される長繊維強化熱可塑性樹脂ペレットの繊維の種類又は繊維含量を効率良く変更する。
【解決手段】本発明は、開繊された繊維ロービングに溶融した熱可塑性樹脂を含浸し、賦形ダイにより溶融された過剰の樹脂を絞り所望の形状に賦形し、更に冷却後カッティングにより所望の長さの長繊維強化熱可塑性樹脂構造体を製造する方法において、低部が略半円形又は半割り多角形である凹部を有するプレート(A)と、頭頂部が略半円形又は半割り多角形である凸部を有するプレート(B)を組み合わせることで、プレート(A)の底部の略半円形又は半割り多角形とプレート(B)の頭頂部の略半円形又は半割り多角形とにより、略円形又は多角形の貫通穴が形成されることを特徴とした長繊維強化熱可塑性樹脂構造体製造用分割可能な賦形ダイを提供する。
(もっと読む)
IV型タンクの漏れ防止ブラダの製造方法、及びIV型タンク
本発明は、IV型複合タンク(1)のガス漏れ防止用の熱可塑性重合体のブラダ(2)の製造方法と、この方法によって得られることが可能なIV型タンク(1)に関する。本発明の方法は、前記熱可塑性重合体の前駆単量体の重合段階を含み、回転成形に結合された前記単量体の重合によって、かつ得られた熱可塑性重合体を溶解せずに前記ブラダ(2)を形成するように、前記単量体の融点以上、かつ前記重合体の融点未満の作業温度に加熱された回転式金型内で前記熱可塑性重合体を与える。 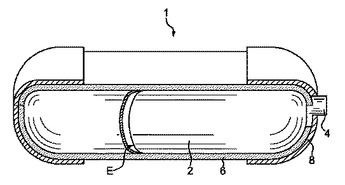 (もっと読む)
(もっと読む)
1,291 - 1,300 / 1,314
[ Back to top ]