
国際特許分類[B29K105/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
国際特許分類[B29K105/08]の下位に属する分類
配向されたもの (60)
国際特許分類[B29K105/08]に分類される特許
1,231 - 1,240 / 1,314
繊維強化された熱可塑性プラスチックの製造方法及び繊維強化された熱可塑性プラスチック
繊維強化された熱可塑性プラスチックの製造方法であって、未硬化の熱硬化性樹脂と強化繊維とを混合して、混合体を得る混合工程と、前記混合体中で前記熱硬化性樹脂の重合反応を生じさせて、前記熱硬化性樹脂が高分子量化してなる熱可塑性プラスチックを形成させる反応工程と、を含むことを特徴とする方法。 (もっと読む)
自動で繊維をレイアップするシステムおよび方法
装置は、樹脂を含浸させた繊維を基板に貼り付けるために、材料の層と、第1の縁部とを有する表面を含む。この表面は、基板を基準として、かつ、基板に沿うように移動する。材料の層は、樹脂と共に使用するのに適合したものである。第1の縁部は、繊維に対する装置の移動を基準として表面の前部に配設される。第1の縁部は、当該第1の縁部の中央部が当該第1の縁部の1対の側方部の相対的に前方に存在する状態で湾曲する。 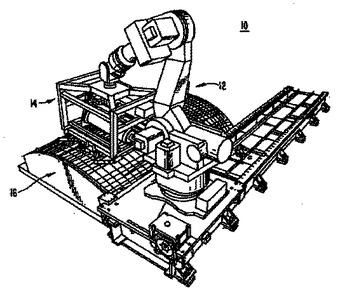 (もっと読む)
(もっと読む)
繊維強化樹脂線状物及びその製造方法
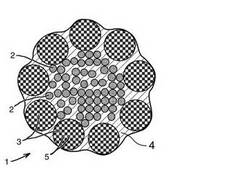
【課題】光ファイバーケーブル用テンションメンバーの引張強度を維持しつつ、曲げ性能を向上する。
【構成】無機繊維と、有機繊維と、その間のマトリックス樹脂を含む繊維強化樹脂線状物。無機繊維の周囲に有機繊維が配置されていてもよい。無機繊維と有機繊維とを未硬化の熱硬化性樹脂に含浸させ、次いで、硬化させる繊維強化樹脂線状物の製造方法。
(もっと読む)
複合材製インサートおよびその製造方法、ならびにそのようなインサートを備えるサンドイッチ構造の作製方法

【課題】本発明は、補強インサートならびにその製造方法に関する。
【解決手段】このインサートは、ファイバ区間(15、16)を形成するように層(10〜14)を通過する一体化ファイバによって互いに一体化されたファイバの重なった層(10〜14)を備え、これらの区間(15、16)のうちの少なくともいくつかが直線である。これらのファイバ区間(15、16)および層(10〜14)は硬化樹脂(17)中に埋め込まれる。さらに、インサートを構成するファイバの総密度がインサートの体積の50%〜60%であり、ファイバ区間はインサートの体積の3%〜10%を占める。本発明は、少なくとも1つのそのようなインサートを備えるサンドイッチ構造の作製方法にも関する。
(もっと読む)
複合材料
【課題】複合材料、特に、繊維強化ポリマー(FRP)複合材を提供する。
【解決手段】繊維強化ポリマー(FRP)複合材構造体は、炭素繊維又は他の高級繊維(1、3)及び形状記憶合金(SMA)のワイヤ(2、4)の列を収容した織りプリフォームを組み込んでいる。SMAワイヤは、FRP複合材の従来の成分よりも遥かに大きな量の歪エネルギを吸収する機能を有し、従って、構造体の衝撃耐性を強化する。この織られた形態は、取り扱い及び性能に関して最適な方法でSMAを構造体に組み込むものである。
(もっと読む)
ゴム被覆ヘッド
【課題】 引き揃えられた複数本のコードの両面にゴムを被覆し、口金の開口から帯状体にして押し出すゴム被覆ヘッドにおいて、ゴムの送出圧力を高める以外の方法で帯状体の厚みを調整する。
【解決手段】 口金31の下側部材31bは油圧シリンダ34の油圧を変化させることで、その押し上げ量が変化する。コードCの移送速度が高い程、油圧シリンダ34の油圧を低くすることで、押し上げ量を少なくして通路33の上下の高さを高くし、口金31から押し出されるベルトの厚みを調整できる。コードCの移送速度を30m/min 程度に上げると共にベルトBの厚みが薄くならないように調整しても、口金31から押し出されるベルトBの表面のゴムの温度を110℃以内に保持できるので、ベルトの表面のゴムからブルームが発生する事態を防止できる。
(もっと読む)
歯付ベルト及びその製造方法
【課題】ベルト歯部に不織布繊維の含浸を深くして歯部の剛性を向上させ、耐久性を向上させた歯付伝動ベルトの製造方法を開発し、高強度・長寿命の歯付伝動ベルトを提供する。
【解決手段】抗張体が歯底面に沿って埋入された歯付ベルトにおいて、歯高さの70%以上の範囲に不織布繊維が拡散している歯付ベルト。
(もっと読む)
積層板の製造方法及びその製造方法によって製造された積層板
【課題】 寸法(変化)特性の安定した積層板を製造する方法とその製造方法によって製造された積層板を提供する。
【解決手段】 樹脂を含浸した所定枚数のプリプレグを積層構成し、加熱加圧してなる積層板の製造方法において,積層構成前に、少なくとも1枚の該プリプレグを、該プリプレグに含浸した樹脂の溶融粘度が最も低くなる温度より10〜40℃低い温度で、1回または複数回加熱処理する積層板の製造方法。
(もっと読む)
繊維補強ゴムホースの製造方法
【課題】テーパ付きゴムホースの大きさが大きいとかテーパ角度が比較的大きいものであっても、大径側と小径側との巻き付け角度差なく繊維補強コードを巻回させる。
【解決手段】繊維補強コード2を、テーパ部5を有する筒状ゴム1の外周面に螺旋状に巻付けて筒状ゴム1の外周に繊維補強層3を形成する繊維補強ゴムホースの製造方法において、複数本の繊維補強コード2を夫々独立したボビン4から引出しながら、それらを配列させてテーパ部5を含む筒状ゴム1の外周部に送出し供給して筒状ゴム1の軸心Xに対して一定の角度αで巻付けるにあたり、複数の繊維補強コード2の配列ピッチを、筒状ゴム1の径に従属させて個別的に制御させる。
(もっと読む)
リング状成形材料の製造法
【課題】回転体用樹脂成形品の成形において、作業性、歩留り、品質に関して、従来の成形技術の不十分な点を改善する。
【解決手段】回転体用成形品のためのリング状成形材料を下記の(1)から(3)の工程にて製造した。
(1)リング状繊維補強基材12に熱硬化性樹脂ワニスを含浸する。(2)熱硬化性樹脂の硬化が進む温度で加熱乾燥を行ない、樹脂の硬化をBステージ状態まで進める。(3)樹脂の硬化が進まない温度で加熱乾燥を行ない、リング状繊維補強基材に含まれる溶剤を除去する。前記(2)と(3)の工程は、(1)の工程の後にこの順序で実施してもよいし、(3)の工程を実施してから(2)の工程を行なってもよい。このようにして準備したリング状成形材料を加熱圧縮成形してリング状樹脂成形体を製造する。
(もっと読む)
1,231 - 1,240 / 1,314
[ Back to top ]